![]()
![]()
![]()
Variations in the structural properties of a laminate can be achieved by altering the type and quantity of reinforcement that it contains. A fishing boat needs to be tough and impact resistant while the wing of an aircraft needs to be light and rigid.
The item to be produced may be as simple as a fishbox where there is little financial outlay in tooling costs or a more complex project where an FRP prototype is needed for structural and marketing tests. Each application will have its optimum construction method.
This is achieved by contact moulding resin and reinforcement onto a former such as an open mould which when cured produces a solid FRP laminate. It may or may not need to be stiffened depending on the size and purpose of the finished item. Unstiffened means that no additional stiffening members are added to the solid laminate, the strength of the hull being derived from the skin laminate and hull curvature. This is found only in very small craft. Stiffened hulls have transverse and/or longitudinal stiffeners similar to frames and stringers bonded to the laminate to reduce the flexibility of large panels.
Figure 11 Single skin construction for large planing hull
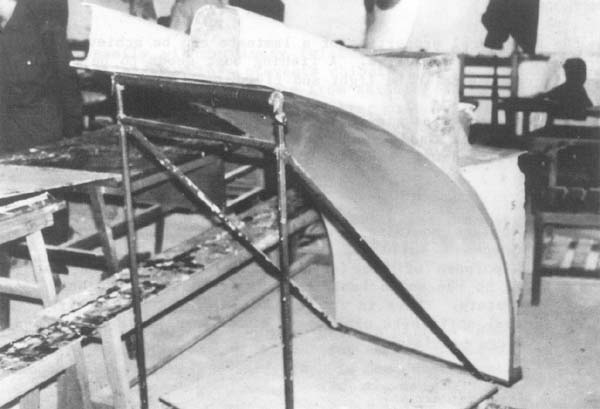
Figure 12 Example of bilage and keel, 18 m trawler
Two thinner laminates are separated by a lightweight core which increases the rigidity of the panel by increasing effective thickness without the use of solid FRP laminates. Because of inherent rigidity, decks, cabintops and bulkheads are usually built as a sandwich. This type of laminate begins in a similar manner to the above but after the first few layers of reinforcement a sheet core material is bedded on and allowed to form a solid bond. When the bond is checked and judged void free the FRP lamination is continued on the exposed surface of the core material. Popular core materials are plywood, balsa wood and plastic foams such as Poly Vinyl Chloride (PVC) and Urethane.
Figure 13 Cross-section of a double skin shrimp trawler
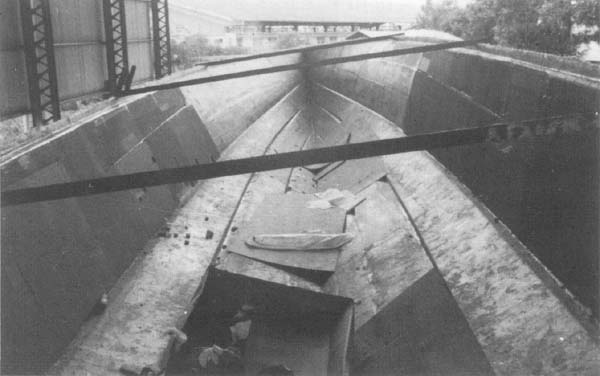
Figure 14 Sandwich skin patrol boat
| Total thickness (mm) | Single FRP skin | Two FRP skins each 1.5 mm thick with centre core | Two FRP skins each 3 mm thick with centre core |
|---|---|---|---|
| 1.5 | 0.018 | ||
| 3 | 0.2 | 0.2 | |
| 6 | 1.6 | 1.3 | 1.6 |
| 10 | 5.3 | 3.7 | 5 |
| 13 | 12.5 | 7.3 | 10 |
| 19 | 42 | 18 | 29 |
| 25 | 100 | 34 | 58 |
| 32 | 195 | 52 | 94 |
| 38 | 337 | 77 | 143 |
| 44 | 536 | 104 | 197 |
| 50 | 800 | 145 | 266 |
Because of the rigidity of the cores mentioned above, they also lend themselves readily to prototype or single model construction as FRP can be applied directly to the self-supporting core material. In this case sheet foam is laid over an open framework of the hull shape and covered by an FRP skin. After removal of the framework an interior skin is laminated to finish the double, or sandwich hull. In this type of application, cured laminate surfaces either side of the core will not have a gelcoat smooth finish and will require hand finishing. This is in effect the same process as plug making. Occasionally after trials have been completed a prototype hull may be considered for use as a plug if conversion and preparation are judged less costly than making a new plug.
High technology (hi-tech) developments can be divided into materials advances and developments in production methods. The former are used to reduce weight or to increase strength for the same weight by using sophisticated reinforcements such as carbon fibre in combination with other resins such as epoxy and have mainly military or racing applications. They are all more expensive than materials previously described and are rarely used by production builders in northern countries. Developments in production methods are directed at mass production, particularly to reduce the expensive labour content of any item subject to a competitive market and are not suitable for initial entry into FRP boatbuilding in a developing country.
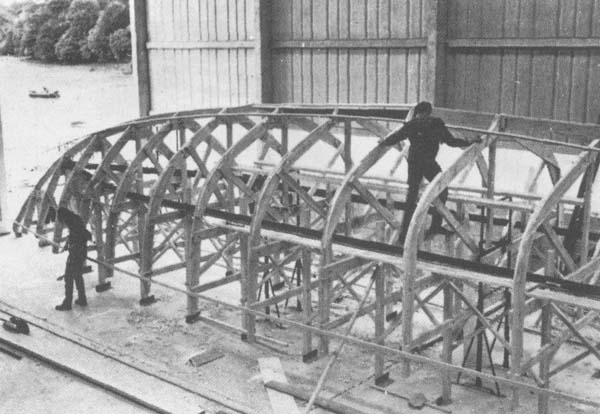
Figure 15 Wooden framework for mouldless construction
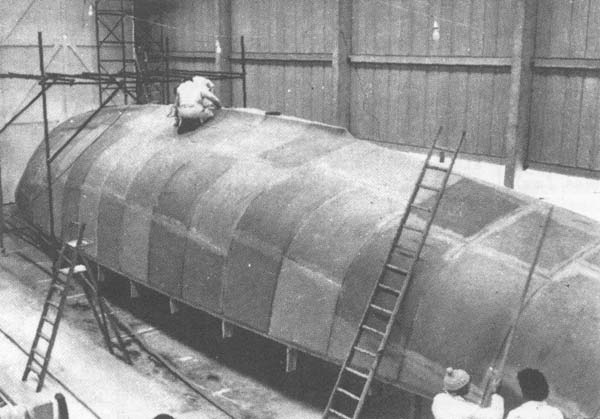
Figure 16 Foam sheets on framework
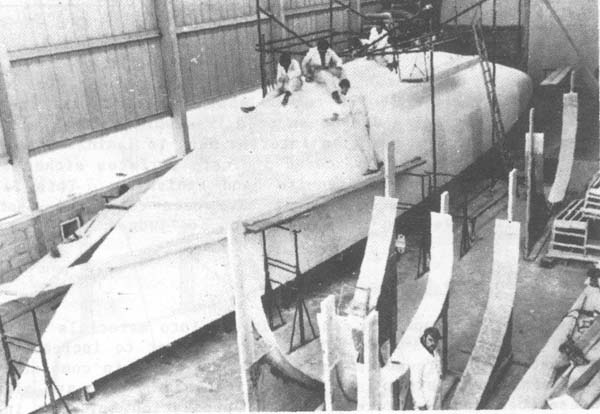
Figure 17 Outer FRP skin
These all have in common restricted use and the need for care and experience when handled. Some require special solvents; some can be used only in certain temperatures and humidity ranges or production sequences. They are unlikely to be tolerant of normal misuses encountered on the shopfloor.
Resins
Epoxy resin is often encountered in developing countries as a filled resin in the form of a two part glue. It possesses superior abrasion resistance, less water absorption, greater bonding strength and much lower shrinkage. Vinyl Ester resin is a further improvement on epoxy but neither are judged cost effective for workboat building.
Reinforcements
Conventional glass reinforcements have advanced beyond CSM and WR mainly in ways in which they can be combined. It is apparent that if a layer of WR is needed on top of a layer of CSM then production time can be saved and a stronger inter-laminar bond will be achieved if they are laid simultaneously. More time could be saved if they were bound and could be cut, together. This principle of combination leads to a whole range of possibilities using different types, weights and sizes of reinforcement and even to tailor made reinforcements for some larger boatyards or special applications.
Pre-Impregnated Reinforcement
This is a glass reinforcement with an uncatalyzed paste resin impregnated into it. It is used for the mass production of precision industrial or domestic items with a closed or two sided mould and rarely for the boat industry.
Kevlar
An aramid fibre, gold coloured and difficult to cut with a steel blade. It is used where extremely strong, lightweight structures are needed or to reinforce specific areas. Hi-tech resins must be used with kevlar as it does not bond well with polyester.
Carbon Fibre
This is not as strong as kevlar but neither is it as expensive. The price of carbon fibre has come down to the extent that it is offered as a woven part of cloth reinforcements by some manufacturers. It is sold in similar roll sizes as glass tape and has a silky black appearance.
Cores
A core in a laminate makes it stiffer with little weight penalty. If a hull laminate has been reduced in thickness by the use of hi-tech reinforcements, the stiffness lost due to thickness can be re-gained to the same or greater extent by the use of a core. Lightweight hi-tech cores can be aluminium or treated cardboard honeycomb panels applied in the same way as other cores but rendering the laminate very difficult to repair if damaged.
Fillers
Chalk powder is cheap non-toxic and easy to use. It is also water absorbent and relatively heavy which is not acceptable in the search for speed and light weight. Hi-tech fillers include glass or silicone bubbles which are so fine that they resemble a white dust. Micro and macro bubbles are hard, blown resin bubbles ranging in size from 2 mm to 8 mm and are used for coarse filling when the weight of solid FRP is unacceptable.
These usually have as an aim the refinement of the manufacturing technique to obtain the best possible laminate from the components. This may include machine mixed resin, air conditioned moulding shops and pressure compaction of the laminate by vacuum bagging.
The fabrication of a boat from FRP mouldings reduces the need for highly skilled carpenters to hand craft each component. This allows the possibility of production line methods where boatbuilding can be accomplished by separate teams of moulders for the FRP components, carpenters for the fitting out and mechanics for the machinery installation.
For yards where wooden boats are normally built, a production line is a radical change from the traditional system. It can lead to higher productivity from specialization of tasks but Production Management skills will be required to maintain both a flow of orders and supply of materials to keep the system running at its optimum speed.
Spray Lay-up
Large items such as shower stalls and baths which require a good cosmetic finish but do not have critical strength requirements can be spray gel-coated and use spray application of reinforcement. Spray lay-up is a very fast method of applying chopped strands. In principle it is a pneumatic powered spray gun (Figure 18) hand operated and fed from a bulk store of raw materials. When triggered by the operator the boomed out gun mechanism draws on separate supplies of resin and catalyst which are mixed together at the spray gun head similar to paint or gelcoat spraying, whilst at the same time drawing on bulk rovings which are “chopped” or cut to 50 mm lengths alongside the resin spray nozzle and applied together to the mould surface. A contrasting coloured thread (e.g. red against the white of the roving) gives a colour tone to the sprayed chopped strand so that when the experienced operator judges the colour appropriate to the required weight of reinforcement per square metre he ceases operations and consolidates the laminate by roller. These “chopper” guns need to be cleaned every time they are used to prevent resin curing in the fine nozzles and spray head. As this is laborious, the machine should be kept in use continually and only cleaned out at the end of the working day. This tool is used where there is a high constant workload.
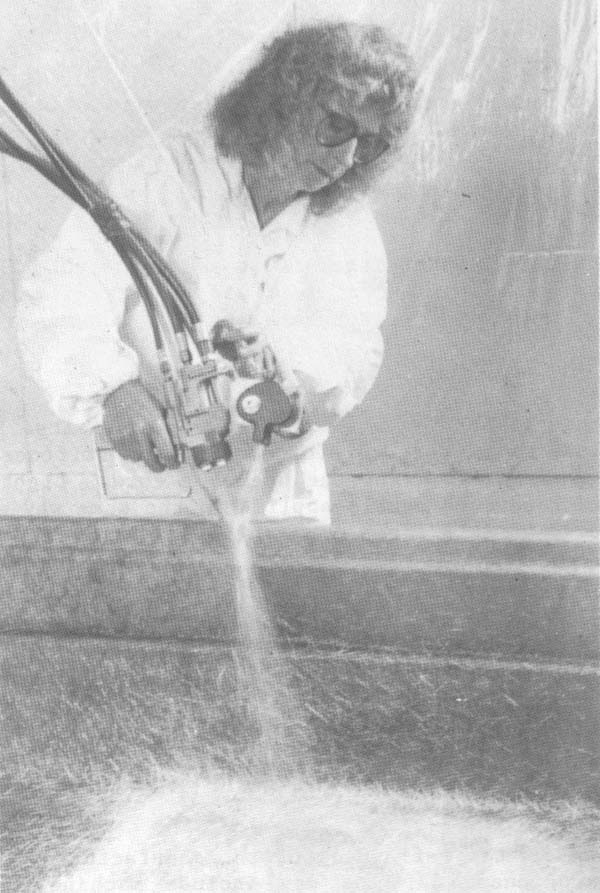
Figure 18 Spray gun laminating
Injection Moulding
This is used for small precision items. High quality tooling is required possibly in steel to withstand the pressures and cycles required of the mould. Boat hulls up to 10 m have been made using conventional reinforcements in matched male and female moulds with resin injected between them thus removing the need for hand consolidation. Equipment costs are very high.
![]()
![]()
![]()