![]()
![]()
![]()
M.R. Garg, A.K. Mehta and D.K. Singh
The authors can be contacted at the Biotechnology Division, National
Dairy Development Board, Anand - 388 001 (Gujarat), India.
Acknowledgements. The authors are thankful to the Managing Director, NDDB, Anand,
for providing facilities and encouragement. The assistance provided by Shri V.M. Panchal
is gratefully acknowledged.
On utilise depuis de nombreuses ann�es des blocs � l�cher � base de min�raux, de m�lasse et d'ur�e pour compl�ter les r�gimes � base de r�sidus des grands et des petits ruminants. L'ingestion lente de l'ur�e gr�ce � ces blocs assure son utilisation efficace sans provoquer de toxicit�. Toutefois, il convenait d'examiner et d'�valuer avec rigueur plusieurs facteurs li�s � la production de ces blocs, par exemple la formulation, le conditionnement et l'alimentation afin de garantir une utilisation correcte en conditions naturelles. L'Office national de d�veloppement du secteur laitier, Anand (Inde), a introduit les blocs � l�cher pour la premi�re fois en 1983. Il a fallu plusieurs ann�es d'adaptation et de modification pour r�duire les co�ts de production, am�liorer la durabilit�, le conditionnement et l'entreposage, et pour maintenir l'attirance des animaux pour les blocs. L'Office national a mis au point un nouveau dispositif et une m�thodologie permettant de fabriquer de fa�on efficace et moins co�teuse les blocs gr�ce � un �proc�d� � froid� au lieu de la m�thode de chauffage � la vapeur utilis�e jusque-l�.
La utilizaci�n de salegas en bloques de urea-melaza como complemento de la alimentaci�n de los grandes y peque�os rumiantes a base de residuos se practica desde hace muchos a�os. La lenta ingesti�n de urea mediante tales salegas garantiza su utilizaci�n eficaz sin producir ninguna toxicidad. Sin embargo, es necesario examinar y evaluar de manera cr�tica diversos factores que intervienen en la producci�n de las salegas, como la formulaci�n, envasado y administraci�n, a fin de asegurar su utilizaci�n normal en condiciones de campo. La Junta Nacional de Fomento de la Industria Lechera de Anand, India, introdujo por primera vez las salegas en bloques en 1983. Despu�s de muchos a�os de adaptaci�n y modificaciones, necesarias para reducir los costos de producci�n, mejorar la durabilidad, el envasado y el almacenamiento y mantener el atractivo de los bloques para los animales, la junta ha elaborado un mecanismo y una metodolog�a nuevos para una fabricaci�n eficaz y menos costosa de los bloques, utilizando un proceso en fr�o en lugar del m�todo de calentamiento por vapor que se empleaba antes.
Several researchers have previously reported on the use of urea molasses mineral block (UMMB) licks for supplementing the crop residue-based diet of large and small ruminants (Leng, 1983; Sansoucy, 1986; 1995). The slow ingestion of urea provided through such licks ensures its efficient non-toxic utilization. However, the formulation, production, packaging and feeding of UMMBs requires critical attention to ensure their regular and practical use by farmers.
The National Dairy Development Board (NDDB) in Anand, India, first
introduced farmers to the UMMBs in 1983, when they were prepared by using the "hot
process" technique. However, because of the high costs of the production process and
its inefficiency, these licks were not very popular with the farmers. This was exacerbated
by cost increases which, between 1983 and 1994, resulted in a rise from Rs 5 to Rs 22 for
a 3 kg block.
This stimulated further research and development work to improve the production
technology. This article gives a brief introductory description of the "hot
process" used for UMMB production and summarizes the research undertaken at NDDB for
standardizing the formulation of UMMBs and developing means for their large-scale
production by the "cold process". It also deals with packaging, quality control
and long-term storage and examines the licking behaviour of animals presented with these
blocks under field conditions.
The ingredients used for the production of blocks by the hot process are given in Table 1. These were produced by steam-heating molasses mixed with other ingredients, in a double-jacketed insulated vessel. After heating for 150 to 180 minutes, at 130�C, the material was removed from the vessel, weighed in aliquots of 3 kg, put into moulds and allowed to harden. Although these hot process blocks were distributed to farmers for nearly ten years, they were never used regularly. This was probably due to inefficient extension and marketing coupled with costs which quadrupled between 1983 and 1993, in contrast to the price of feed concentrates, which only doubled over the same period.
1
Composition of hot process blocks
Composition des ingr�dients des blocs obtenus par �proc�d� � chaud�
Ingredientes de los bloques de proceso en caliente
Ingredients |
Percentage |
Urea |
15 |
Molasses |
45 |
Mineral mixture |
10 |
Calcite powder |
8 |
Sodium bentonite |
3 |
Cottonseed meal |
15 |
Common salt |
4 |
Other related problems included the high cost of plant maintenance and fuel, unreliable equipment, frequent breakdowns, high labour demands and the difficulties of manually weighing the hot material. The blocks were also highly hygroscopic, at least 60 percent relative humidity and tended to melt in storage (Photos 1 and 2).

1
Hot process blocks that have melted during storage
Fonte de blocs obtenus par �proc�d� � chaud� pendant le stockage
Fusi�n de bloques de proceso en caliente durante el almacenamiento

2
Problems faced on account of the deformation and melting of hot process blocks under field
conditions
Probl�mes rencontr�s du fait de la d�formation et de la fonte des blocs de �proc�d�
� chaud� en conditions naturelles
Problemas derivados de la deformaci�n y fusi�n de bloques de proceso en caliente en
condiciones de campo
As an alternative to steam-heating the ingredients, adding gelling agents such as calcium and magnesium oxide, calcium hydroxide, cement, etc., helps to solidify the block material (Sansoucy, 1986; Sansoucy, Aarts and Leng in FAO, 1988; Tiwari, Singh and Mehra, 1990). This technique is referred to as the cold process. Initially, four formulations were tried (Table 2) by incorporating the minor changes in the ingredients suggested by Sansoucy (1986). Molasses, to which common salt and urea were added, was mixed in a vertical mixer for five minutes, after which calcium oxide was added and these ingredients were mixed for a further five minutes. The other ingredients were then added and mixed thoroughly for a further ten minutes. The material was put into the moulds to solidify overnight. After being kept in storage for one week the blocks were offered to animals that were fed a crop residue-based diet. Observations confirmed that each animal licked 250 to 350 g per day. Encouraged by these observations, the evaluation of UMMB licks was extended to cooperative dairies. However, it was noted that, by four to six weeks after production, the blocks had become very hard and were only licked sporadically. The production of blocks using this formulation was thus discontinued.
2
Composition of some cold process UMMB formulations
Composition des ingr�dients de quelques formulations de blocs � base d'ur�e, de
m�lasse et de min�raux obtenus par �proc�d� � froid�
Ingredientes de algunas formulaciones de bloques de urea-melaza de proceso en fr�o
Ingredients |
Formulations |
|||
I |
II |
III |
IV |
|
(percentage) |
||||
Urea |
15 |
15 |
15 |
15 |
Molasses |
45 |
45 |
45 |
45 |
Mineral mixture |
10 |
10 |
10 |
8 |
Calcium oxide |
12 |
12 |
12 |
10 |
Common salt |
5 |
5 |
5 |
4 |
Sodium bentonite |
3 |
3 |
3 |
3 |
Cottonseed meal |
10 |
- |
- |
5 |
Groundnut meal |
- |
10 |
- |
- |
Rice polish |
- |
- |
10 |
10 |
To overcome this problem, the proportion of bran was increased to 30 percent, which made it possible to reduce the level of calcium oxide to 6 percent during winter (maximum temperature 22�C and minimum 8�C; relative humidity, 40 to 60 percent) and 7 percent during summer (maximum temperature 46�C and minimum 32�C; relative humidity, 25 to 40 percent). Based on temperature and humidity data, formulations for summer, winter and rainy seasons were standardized (Table 3). Blocks were produced in different seasons using respective formulations and stored for four weeks before being fed to animals in different agroclimatic zones.
3
Composition of cold process UMMB licks for different seasons
Composition des blocs obtenus par �proc�d� � froid�
Ingredientes de los bloques obtenidos mediante el proceso en fr�o
Ingredients |
Formulations |
||
Summer season |
Rainy season |
Winter season |
|
(percentage) |
|||
Urea |
10 |
10 |
10 |
Molasses |
45 |
45 |
50 |
Mineral mixture |
5 |
5 |
5 |
Common salt |
5 |
3 |
5 |
Calcium oxide |
7 |
7 |
6 |
Sodium bentonite |
3 |
3 |
3 |
Rice polish |
25 |
27 |
21 |
Feeding trials were conducted for four to six weeks under controlled conditions at different farms where the level of animal production was medium to high. Results indicated that the animals licked the blocks in sizeable quantities, depending on the composition of their basal diet (Table 4).
4
Average daily intake of concentrates, green fodder, dry fodder and cold process UMMB in
buffaloes and cross-bred cows in different states of India
Apport journalier moyen de produits concentr�s, fourrage vert, fourrage sec et blocs �
l�cher obtenus par �proc�d� � froid� pour les buffles et vaches hybrides dans
diff�rents etats de l'Inde
Ingestia diaria media de concentrados, pienso verde, pienso seco y bloques obtenidos con
el proceso en fr�o de b�falos y vacas mestizas en diferentes estados de la India
Animal |
Concentrates1 |
Green fodder2 |
Rice straw |
Average daily UMMB intake |
Ajmer, Rajasthan |
||||
Buffaloes (10) |
3.0 |
10.0 |
8.0 |
327 |
Cows (10) |
3.0 |
10.0 |
7.0 |
355 |
Bangalore, Karnataka |
||||
Cows (10) |
3.5 |
5.0 |
7.0 |
291 |
Anand, Gujarat |
||||
Buffalo calves (5) |
1.0 |
- |
5-6 |
557 |
Buffaloes (5) |
1.0 |
15 |
4 |
378 |
Bull Mother Farm, Bhattian, Punjab |
||||
Heifers (26) |
3.0 |
25.0 |
3.0 |
361 |
Holstein-Friesian cows (16) |
8.0 |
45.0 |
3.0 |
196 |
Note: Figures in parentheses indicate number of animals.
1 20 percent crude protein (CP) and 10.5 percent metabolizable energy (ME) per
kg.
2 Green fodder refers to berseem for Ajmer (Rajasthan) and Bull Mother Farm,
Bhattian (Punjab); for Bangalore (Karnataka) it refers to green lucerne and for Anand
(Gujarat) it refers to green jowar. Green berseem has 15 percent, green lucerne has 20
percent and green jowar has 25 percent dry matter.
Following the farm trials, block licks were offered to individually kept
village animals in different areas; the level of acceptance ranged from 30 to 60 percent.
It was felt that some of the village animals, because of their low to medium levels of
production and access to sufficient green forage (e.g. lucerne), might not be tempted to
lick the UMMBs.
It appeared that the animals' poor acceptance of the blocks could be due to high pH and an
unpleasant taste. The pH ranged between 10.5 and 11.5 when the level of calcium oxide was
between 6 and 7 percent. In view of this, further investigations were carried out to vary
and improve the block formulations.
By using various organic acids such as citric, tartaric, boric, etc., it was possible to
reduce the pH from 11.5 to 8.5, but the cost was prohibitive. Phosphoric acid also
re-duced the pH to above 2 percent, but it affected the solidification of the blocks,
especially during summer. When the blocks were too soft, they were licked rapidly and had
to be removed to avoid urea intoxication in the animals.
On studying the reaction of different gelling agents with molasses, it was felt that the
gelling action of calcium oxide involved two steps. First, its reaction with moisture from
the molasses and, second, its reaction with the carboxylic group of organic acids present
in molasses (predominantly aconitic acid). Apparently, the latter was primarily
responsible for the solidification of blocks.
Based on the above observations, moisture content in the moisture-contributing ingredients
(molasses, urea, salt, etc.) was partially bound by brans, clays and mineral mixture at
the first mixing, and calcium oxide was added later. A smaller amount of calcium oxide was
then required for solidification. By using guar meal powder along with the brans and
clays, it was possible to reduce the proportion of calcium oxide to 4 percent.
Subsequently, the pH was brought down to between 7.5 and 8.0 by adding phosphoric
acid/sodium dihydrogen phosphate. Using the latter two ingredients, several other
formulations were developed which had pH of between 7.5 and 8.0 (Table 5). The blocks
produced in this way were readily licked by 95 percent of village animals in the States of
Gujarat and Karnataka (Photos 3 and 4).
5
Composition of block licks with controlled pH
Composition des blocs � l�cher (pH contr�l�)
Ingredientes de las salegas con pH controlado
Ingredients |
Formulations |
||||
I |
II |
III |
IV |
V |
|
(percentage) |
|||||
Urea |
10 |
10 |
10 |
10 |
10 |
Molasses |
45 |
45 |
45 |
45 |
45 |
Mineral mixture |
5 |
5 |
5 |
5 |
5 |
Calcium oxide |
3 |
3 |
4 |
4 |
4 |
Sodium bentonite |
3 |
3 |
3 |
3 |
4 |
Rice polish |
29 |
10 |
- |
28 |
- |
Guar meal powder |
3 |
3 |
2 |
2 |
3 |
De-oiled rice bran |
- |
19 |
28 |
- |
26 |
Phosphoric acid |
2 |
2 |
2 |
2 |
- |
Sodium dihydrogen phosphate |
- |
- |
1 |
1 |
3 |

3
Using an extruder for the manufacture of block licks
Utilisation d'une extrudeuse pour fabriquer les blocs � l�cher
Utilizaci�n de un extrusor para la fabricaci�n de salegas en bloques

4
A new device developed by the National Dairy Development Board
Nouveau dispositif mis au point par l'Office national de d�veloppement du secteur laitier
Nuevo dispositivo preparado por la Junta Nacional de Fomento de la Industria Lechera
Hand mixing. Where molasses is readily available to farmers, blocks have been made by hand mixing. However, owing to insufficient mixing of the calcium oxide, solidification may be slow. This may not be a significant factor when blocks are made on demand at the farmer level but may be considered a greater constraint in larger-scale commercial operations.
Extruder. It has been reported (Barry, 1993) that an extruder ensures thorough mixing of viscous materials and also speeds up the gelling process. In our investigations, all the ingredients of UMMBs were mixed in a vertical mixer and later passed through a screw-type extruder (Photo 5). The mixing was found to be very thorough and homogeneous and the blocks solidified within six to eight hours. However, using an extruder involved an additional cost of Rs 1.25 per block for electricity. Moreover, the process was more complicated, requiring both a mixer and an extruder which increased costs and production time. It was therefore felt that using an extruder may not be commercially viable.
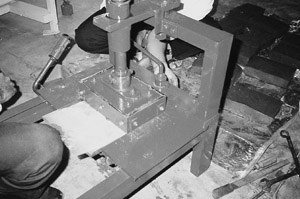
5
Using a pressing device for the manufacture of block licks
Utilisation d'un dispositif de pressage pour fabriquer les blocs � l�cher
Utilizaci�n de una prensa en la fabricaci�n de salegas en bloques
Concrete mixer. Among others, Avilla et al. (1993) advocated the use of a concrete mixer for the manufacture of UMMBs. When this method was tested, it was observed that the mixing of viscous ingredients was not homogeneous; as a result, some of the blocks were hard while others remained soft. Moreover, about 25 percent of the mixture remained stuck in the container and had to be removed manually. This increased batch time and reduced turnover; hence the idea of using a concrete mixer was discarded.
The National Dairy Development Board, in association with an industrial partner concern, has developed a device for manufacturing UMMBs (Photo 6), which is capable of mixing the ingredients thoroughly and efficiently. It is mobile and comprises a 300 litre stainless steel vessel with a diameter of 150 cm. It has a rotor in the centre on which specially designed scrapers and mixing worms are fixed at a certain angle so as to ensure thorough mixing of the materials. The speed of the rotor can be adjusted to suit the scale of operations. A sliding door is provided at the bottom of the vessel. After mixing, the material is discharged into a stainless steel tray for transfer into moulds or a pressing device. Using this method it is possible to produce approximately 500 blocks in one eight-hour shift. In view of its mixing efficiency, micronutrients, deworming agents and vitamins may also be added as desired. The cost of this new technology is only Rs 0.5 million compared with Rs 5 million needed for the hot process plant.

6
Block licks after pressing
Blocs � l�cher apr�s pressage
Salegas en bloques prensadas
Originally, the UMMB mixture was filled into moulds or egg crates and left overnight to solidify. To produce 500 blocks per day required 500 moulds at a cost of approximately Rs 0.25 million. To reduce this cost, a pressing device was developed at an approximate cost of Rs 12 000. After mixing, the material was weighed in aliquots of 3 kg and pressed in a rectangular stainless steel die. The blocks pressed in this manner maintained their shape and solidified without the need for moulds or egg crates (Photos 7 and 8).

7
Buffaloes licking blocks under field conditions
Buffles l�chant un bloc en conditions naturelles
B�falos lamiendo salegas en bloques en condiciones de campo

8
Bullocks licking blocks under field conditions
Bœufs l�chant un bloc en conditions naturelles
Bueyes lamiendo salegas en bloques en condiciones de campo
Since block licks are hygroscopic, the proper packaging is very important and should be moisture-proof to maintain the quality of the blocks. Bags made of different materials were evaluated; they included polythene sheet, multifilm (low-density/high-density/low-density), pet film (aluminium foil/pet film/polythene sheet) and high molecular weight high-density (HMHD) sheet. Considering their cost, sturdiness and impermeability, HMHD bags were found to be the most suitable.
Avilla, H.F., Navarro, A.G., Alcasid, R.N., Bonifacio, O.S., Joco, L.M.
& Ranjhan, S.K. 1993. Urea molasses mineral block production (TCP/PHI/2252).
Manila, the Philippines Department of Agriculture/FAO.
Barry, C.M. 1993. An investigation into the feasibility of extrusion in the
manufacture of molasses urea cattle feed blocks. Department of Chemical Materials
Engineering, University of Auckland, New Zealand.
FAO. 1988. Molasses urea blocks as a multinutrient supplement for ruminants. By R.
Sansoucy, G. Aarts and R.A. Leng. In Sugarcane as feed, p. 263-279. FAO
Animal Production and Health Paper No. 72. Rome.
Leng, R.A. 1983. The potential of solidified molasses-based blocks for the
correction of multinutritional deficiencies in buffaloes and other ruminants fed
low-quality agro-industrial by-products. In The use of nuclear techniques to improve
domestic buffalo production in Asia, p. 135-150. Vienna, IAEA.
Sansoucy, R. 1986. The Sahel: manufacture of molasses urea blocks. World Anim.
Rev., 57: 40-48.
Sansoucy, R. 1995. New developments in the manufacture and utilization of
multinutrient blocks. World Anim. Rev., 82: 78-83.
Tiwari, S.P., Singh, V.B. & Mehra, V.R. 1990. Urea molasses mineral block as a
feed supplement, effect on growth and nutrient utilization in buffalo calves. Anim.
Feed Sci. Tech., 29: 333-338.
![]()
![]()
![]()