CHAPTER 8
UTILIZATION OF BY-PRODUCTS
| Contents
- |
8.1 Introduction
In addition to the chief products of the sericultural industry, there are a host of waste materials eliminated during manufacturing, which have commercial value During rearing, pierced cocoons and double cocoons are created. Silk reeling generates brushing waste, end-missing cocoons and pupae. Double cocoons are processed to make doupion silk. Other rejected cocoons and waste are re-processed into flow silk and spun silk yarns. The pupae are sold for fertilizer, feed stuff and other agricultural purposes.
Natural fancy doupion silk can be made from double cocoons. Current practices also mix inferiors single cocoons with double cocoons in the reeling process (Table 25). Coarse size 225d or 110d doupion silk is reeled by one end only; finer 60d doupion is usually reeled by 2 ends. Reeling parameters are velocity of 230 m/min and the reeling bath temperature of 80-90° C. The reeler gropes the cocoons in the pot with the groping broom held in the right hand and feeds the ends to the thread passing through the guide.
8.3 Reeling of non-mulberry Cocoonsa) Tasar cocoon reeling
Tasar cocoons have a compact structure and composition distinct from that of mulberry cocoons. The cooking methods and chemical treatment shown in Table 26 reflect details of Tasar processing. The Sitting type doupion silk reeling machines are used for 110 and 225 denier Tasar silk, and Mult-ends reeling machines or Pedal reeling machines are used for the fine 42-63 denier silk.
The "Natwa" pedal reeling machine used for fine Tasar reeling is made of bamboo and wood. While productivity is low, it is widely used in India because it is simple to operate and requires small investment cost.
The Pedal reeling machine is derived from spinning equipment with twisting and winding of the yarn without a fan system. The machine has 4 spindles and a wooden wheel of 50-cm circumference for winding the yarn. It is driven by a foot pedal and the cocoons are reeled by hand. Preferred sizes of Tasar silk are 40/44d and 60/66d.
Table 25. Reeling efficiency of doupion silk by the sizes of thread (G.K. Kim, et. al., 1965)
|
Sizes of thread |
Formation of raw material cocoons |
Doupion silk (%) of cocoons |
Reeling efficiency (gams per person in 8 hours( |
|
|
Double cocoons |
Inferior cocoons |
|||
| 225 denier
110 denier 60 denier |
50% 50% 50% |
50% 50% 50% |
14.2% 14.3% 14.0% |
1,006 659 459 |
Table 26. A trial of Tasar cocoon reeling (K.E. Song, 1967)
Cooking |
Reeling |
Results |
|
First stage |
Second stage |
||
Boiling for 30 min. |
Soaking for 24 hrs. |
|
|
b) Eri cocoon spinning
Eri cocoons are open mouthed with a discontinuous filament, which make them suitable only for spinning. Approximately 90 percent of Eri cocoons are hand spun in Assam, India. The characteristics of Eri cocoon bave are shown in Table 27.
Table 27. A survey of characteristics of Eri cocoon bave (B.H. Choe, et.al., 1969)
|
Cocoon |
Cocoon bave |
Composition of bave |
| Weight (g) : 2.4-2.6
Shell ratio (%) : 13 Length (mm) : 3.5-5.5 Width (mm) : 14-25 |
Size (denier) : 1.77
Tenacity (g/d) : 3.5 Elongation (%) : 20.8 |
Fibroin (%) : 72.2
Sericin (%) : 11.9 Fat (%) : 1.3 Moisture (%) : 14.6 |
Floss silk may be manufactured from any kind of cocoons, but principally it is processed from pierced, end-missing, and double cocoons. Floss silk is beneficial as paddy against cold weather and as a basis for hand spun yarns. The procedure to create floss silk involves degumming, opening-up and finishing.
Cocoons are boiled in hot water with added alkali to remove gum and make them soft. If degumming is insufficient, the opening-up will not be easy: conversely over degumming makes floss silk fragile. An example of chemicals used:
NaOH
: 0.05%
NaHCO3
: 0.2%
Surfactants : 0.03%
Boiling time : 70 min.
Degummed cocoons are put in clean water and opened up individually by turning each one inside out to remove pupae and other waste. Several cocoon shells are stacked to form a bog into which the fingers of both hands are placed and spread in the water. These are then hung on a frame. Generally, when a sheet of floss silk reaches around 6 grams, it is taken from the frame (see appendix, Figure 29).
When the floss silk is removed from the frame, it is either soaked in clean water or a 1% hydrogen peroxide solution for a few hours to refine the colour. The, the liquid is squeezed out and the floss silk is shaped to be air dried in the shade from a pole or a rope.
Table 28. Yield of floss silk and spun silk by different cocoon
raw materials
(K.E. Song, et.al., 1975)
|
Different cocoons |
Floss silk % of cocoon |
Productivity of floss silk |
Hand Spun silk % of floss silk |
Spinning efficiency | ||
|
Grams per person in 1 hr. |
Index |
Grams per person in 1 hr. |
Index |
|||
| Double cocoons
Pierced cocoons Unreelable, reel-off cocoons Waste cocoons Cut cocoons |
66.3 65.7 59.7 63.7 |
214 87 83 120 |
100 41 39 56 |
97.9 99.0 96.9 95.5 |
20.0 20.4 17.6 12.6 |
100 102 88 63 |
Short lengths of inferior silk filaments taken from waste material are combed and spun together as silk thread. Spun silk threads are soft but less lustrous, strong and elastic than reeled silks. Spun silk fabric will become fuzzy with wear as the yarn is made from short material.
There are several sources to fabricate spun silk:
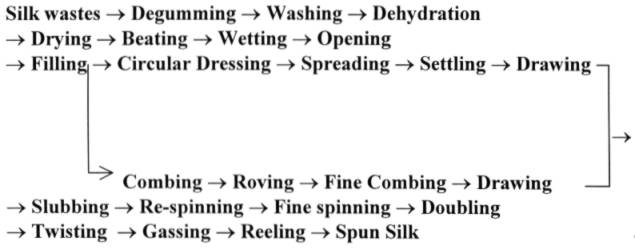
The spun silk manufacturing processes are as follows:
|
Figure 17. Spun silk manufacturing process |
Spun silk is less expensive than reeled silk. Although spun silk has less strength and elasticity than reeled silk because of the shorter staple used, it possesses all the general characteristics of reeled silk. Tub silk fabric, for example, is made of spun silk, yet it gives good service when the quality of the fibre is good. Spun silk is used for shantung, pile fabrics, dress trimmings and linings, elastic webbing, sewing silk, summer weight silks, velvets, umbrella fabrics and insulation.
The waste derived from the processing of spun silk yearn is also used. Such fibre is labelled as waste silk, silk waste or most frequently noil silk and silk noil. Silk noil may be reprocessed into spun yarn ad woven into textured fabrics for draperies, upholstery and sportswear. These fabrics are dull, rough, with a cotton-like appearance and more resilience.
The size of spun silk thread is defined in a similar manner to standards used for cotton yarn. For cotton, the term "2/60s"signifies a two-ply yarn consisting of two single strands twisted together, each having a yearn count of 60.
In the case of spun silk the notation has a different meaning. For example, for 60/2 two yearns with a separate yarn count of 120 have been doubled, producing a ply yarn with a new count of 60.
Silkworms hatched from the moth Antheraea mulitt, live on oak leaves instead of mulberry leaves consumed by cultivated species. Oak leaves produce an irregular and coarse filament that is hard to bleach and hard to dye. Wild silk has a tan colour derived from the tannin in the oak leaves. It is commonly woven from this naturally coloured thread and is rarely dyed except in solid shades. Standard wild silk thread is made from eight cocoons and averages 32/34 denier. Wild silk is less lustrous than cultivated silk, since about 11 percent of sericin is removed in the degumming process. Wild silk fabrics are durable, washable and less expensive than pure dyed silk. Typical finished fabrics in this category are rajah, shantung, tussah and pongee.
| Contents
- |