![]()
![]()
![]()
Experience with Burmese Timbers for Housing
by K. A. MIEDLER, FAO Technical Assistance Officer, Burma
Two years ago, an FAO mission visited Burma to investigate the possibilities of developing an integrated forest industry so that the country could meet its domestic timber requirements and increase its exports. The present timber yield in Burma is limited owing to a variety of circumstances, and the economic benefit which the country is at present obtaining from its forests is by no means in proportion to its potential natural timber resources.
Apart from the general inaccessibility of the forests, lack of transport and difficult climatic conditions, it is above all the composition of the tropical forest itself which makes complete utilization of the resources under intensive forest practice impossible. The large variety of species with widely varying technical properties, even in relatively small forest areas, prohibits complete utilization, and, under present circumstances, only a comparatively small selection of the most valuable species is extracted.
In Burma, up to the present, timber exports have been mainly confined to teak and the management of this species has given its particular characteristic to Burmese forestry. Teak also plays an important part in meeting domestic timber requirements on account of its excellent working properties, strength and durability. Although about 40 timbers other than teak have a certain domestic market value, and a further 200 to 300 species are counted, by reason of their frequency, type of growth and technical properties, as usable timbers, these hardwoods, which constitute a far larger proportion of the forest stands than teak, have only a minor and local importance.
Teak production in Burma before the war reached a yield of 450,000 tons (1 ton = 50 cubic feet) of round-wood per year, which is probably about the maximum possible under sustained yield management. Therefore, if timber production is to be stepped up, this can only be done by greater exploitation of the neglected hardwoods other than teak. Owing to the excessive cutting of teak during the war, a decrease of some 10 percent in output below the prewar figure can be expected to be set as a target, but the production of non-teak hardwoods, which today equals in quantity the production of teak, could be increased fourfold.
This potential increase is conditional on removing the technical drawbacks due to certain characteristics which up to now have hindered widespread utilization of these species. These characteristics are essentially the following:
1. poor durability,
2. insufficient retention of shape,
3. the difficulties which the timbers present for air and kiln-drying under local conditions.
The fact that the vast majority of tropical timbers are highly susceptible to attack by fungi and insects, above all termites, is well known and nothing further need be said here. On account of this, all construction work in the tropics - other than work carried out with naturally durable timbers which are scarce-is destroyed by fungi or insects in a relatively short time; this constitutes the greatest hindrance to an extended utilization of non-durable timbers.
The tendency for high shrinkage, which is characteristic of most non-teak hardwoods, is the second great defect which is responsible for limiting their use in construction and particularly in joinery.
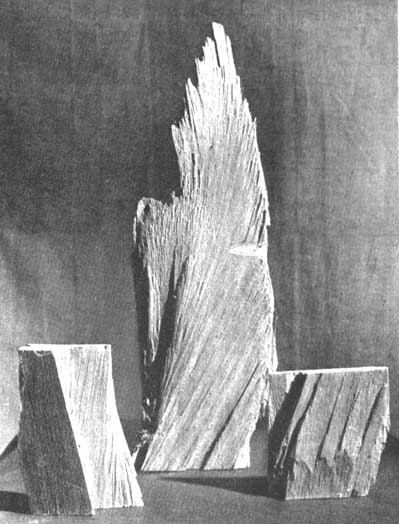
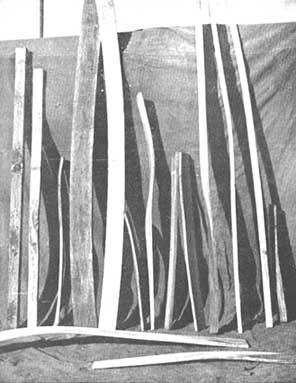
There is another important characteristic which is typical of many tropical woods and which has its bad effect on the retention of shape. This is a special structure of the grain, which is only found in the tropics, and which is common to about half of the botanical species. In these species the grain does not run parallel to the axis of the trunk, but in more or less clearly defined alternating spiral layers. Figure 3 illustrates this alternating cross graining, which, while strengthening the trunk as a whole, at the same time means that converted timber will not retain its shape. This is shown clearly in Figure 4, which gives extreme examples of deformed boards which, although only air seasoned, have completely lost their original shape.
The difficulties arising both in the natural and artificial drying of tropical timber are due partly to this irregular structure and partly to the various constituents in many of the woods, such as oils, gums and resins, etc., which are a serious handicap, particularly in artificial seasoning. The high susceptibility to fungus and insect infestation of many of the nonresistant tropical woods demands both processing and drying within a very short time after felling, which in practice can very seldom be adhered to. In the majority of such cases air seasoning is impracticable because the timber, which is particularly susceptible when green, frequently deteriorates in quality before becoming dried. Air drying must be replaced therefore by artificial drying as extensively as possible.
In Burma the requirements of material for house-building rank first in timber consumption.
During the war and its aftermath, the cities, towns and villages lost a large portion of their houses. There is a particular dearth of housing in the medium-sized and larger towns. The importance attached to the construction of housing is clearly evidenced by the fact that the Government of Burma has established a special Ministry of Labor and Housing, with the task of alleviating the housing shortage by a long-term program. In a country like Burma, 56 percent of whose area is forested, wood is the natural choice for building material for permanent housing. Therefore, any plans for the full utilization of the forests and the timber resources must be integrated with the housing program.
A large-scale technical experiment was arranged, as a first step, by the Burmese Government and FAO. This was in accordance with the recommendations of the FAO technical assistance mission for a four-year program which, besides a degree of mechanization of timber transport, aims at the erection of modern plants for the timber industry.
This experiment was designed to ascertain to what extent and with what success the latest developments in processing, seasoning, impregnation and improvement of timber could be applied in practice to non-teak hardwoods of Burmese origin. In order to obtain practical results as quickly as possible, it was assumed that the most recent knowledge and experience gained in connection with timbers of the temperate zone could be applied with certain modifications to tropical timbers. In this way, time consuming theoretical experiments could be spared and practical tests could be launched immediately on a large scale, supported by simultaneous scientific research in various testing laboratories.
To carry out the experiments, the Forest Department of Burma made available about 60 tons of non-teak hardwoods and 9 cubic tons of bamboo poles and mats, which were shipped to Germany, where in the plant of a leading woodworking industry near Karlsruhe, which is based on the principles of an integrated forest industry, all facilities for this large-scale experiment were offered.
This plant is equipped with large log storage installations along the border of the Rhine (Figure 1), a big sawmill, most recent seasoning and impregnation facilities and a modern chipboard factory, so that the processing of the numerous groups of timber and bamboo could be performed on the same spot.
The main task was to construct out of the raw material two sample houses, the plans for which were supplied from Rangoon, to be sent back to Burma when ready in order to be erected and subjected to a practical test for durability and suitability for use. The bamboo poles and mats were to be made into durable building material by appropriate impregnation.
One of the two experimental houses was to be constructed in the manner long customary in Burma, the frame of the house consisting of posts and beams, the walls made of boards with covering strips. The second experimental house was to be constructed as far as possible of building boards.
Altogether 13 different timber species were made available, including some timbers which are already in use, such as Kanyin (Dipterocarpus sp.), Taungthayet (Swintonia floribunda), Taungpeinne (Artocarpus chaplasha), and some which, although used for certain purposes, have not been directly used in house building, or others which are characterized by their particularly light weight or exceptionally poor durability, such as Baing, Gwe (Spondias mangifera), etc.
For altering artificially the constitution of the timbers and for improving their properties, three different methods of treatment were employed:
(1) Artificial drying in a high-temperature cross-draft drier built in accordance with the latest experience.(2) Impregnation with a new synthetic resin half condensate, recently developed in Germany.
(3) The breaking up of the natural body of the timber into chips, which were then mixed with synthetic resins as binders and with other chemical materials and pressed into boards by means of a press at high temperature (130-140 °C).
While the first two methods followed in principle well-known procedures and only differed through the application of the latest and quite important details, the third method introduced for the tropics something fundamentally new, the use of which on Temperate Zone species, although only developed over the last few years, has been highly perfected.
The three processes may briefly be described as follows, insofar as the effects can be ascertained from the results to date.
Drying
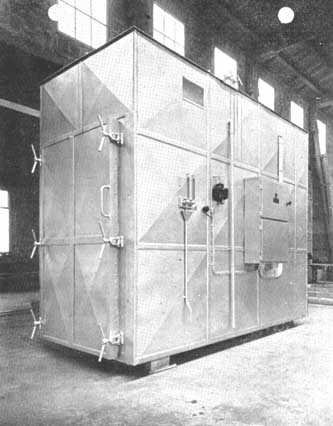
The new drying process is carried out in accordance with the special requirements of the different timbers at temperatures of under or over 100°C, and where necessary as high as 120°C. The innovation in this process is the high velocity of the drying air that can reach 10 m./sec. In this way, it is possible to reduce the drying time, which is the all-important cost factor, considerably below that hitherto required.
The drying chamber (Figure 5) is built of steel or aluminum sheets; all openings can be rendered absolutely air and moisture-proof. This is particularly important because the drying process can only be kept under control if the air intake and outlet openings can be closed airtight and are also capable of being precision-regulated. The use of drying temperatures up to 120°C. is not entirely new, but has hitherto been only partially satisfactory failing the new way of horizontal air conduction now used with air directed straight into the interstices of the drying stack and kept in motion by one or more large blowers with a diameter of up to 180 cm., which are fixed to a sidewall of the drying chamber. Directly driven by an electric motor, these large fans resembling aircraft propellers are considerably more efficient than numerous small fans fixed to the ceiling, (the performance of which is considerably impaired by the multiple deflection of the drying air draft). Under the new arrangement, whereby the air stream penetrates directly from the ventilators into the stack interstices, it is possible to attain a high velocity of dry air in a very economical manner.
In such a seasoning plant, which can justifiably be called a drying machine, the main drying factors, temperature, moisture content and air velocity, can be finely regulated to any desired degree through fully automatic control apparatus. This highly-efficient drying chamber enables the optimum drying ranges for each species and size of timber to be determined, maintained and readily controlled. The drying time can be reduced to the minimum appropriate for each species, below which it is impossible to go without damaging the product.
The efficiency of this plant, that had already proved its usefulness for European species as regards cost and quality of performance, was confirmed when the Burmese timbers were dried. For example, Gwe boards with a specific gravity of 0.4 and measuring 2500 x 120 x 19 mm. were dried in the surprisingly short time of 5 hours and 50 minutes, from an average initial moisture content of 45 percent to 9 percent. A maximum temperature of 117°C. was reached without any noticeable damage. The drying of Kanyin (specific gravity 0.76) in the large dimensions of 2600 x 160 x 80 mm. required at a maximum temperature of 81°C. a drying time of 78 hours. The final moisture content ranged from 11 to 17 percent and there were only small lateral and end fissures; generally speaking, the dried product retained its shape.
Wood improvement by synthetic resin impregnation
The rapid advance in the use of the synthetic resin techniques since the end of World War II has opened up completely new possibilities for the improvement of wood properties. A wood preservation and improvement agent has been developed in Germany and its applications to Burmese timbers appears most promising.
The advantage of this impregnation process does not lie with the synthetic resin itself, but in the use of a low molecular base as an impregnation agent. A high molecular synthetic resin itself cannot, of course, penetrate the cell walls, but remains clinging to their outer surface without being able to effect any permanent change in the structure of the wood or its properties. When an initial low molecular phase is used with special resin, however, it can, because of its small molecules, penetrate the micela structure of the cell walls and completely fill the inter-micela spaces. A hardener, which needs a certain time to take effect, is added to the aqueous solution of the semi-condensate. The synthetic resin is thus finely dispersed when fixed in its final form, causing a substantial change in the cell wall structure and resulting in considerable improvement of various properties of the wood.
The pressure resistance of wood so treated is increased on an average by some 30 percent, the surface hardness by some 80 percent, and the degree of swelling and shrinkage lessened by approximately 45 percent compared with untreated wood. Tensile and bending strength are not affected to the same degree.
Although this special synthetic resin does not possess any toxic quality, it is an excellent wood preservative. Comprehensive tests have shown that impregnation with a 12 percent solution is generally sufficient to make timbers of European origin fungus-proof.
Tests on resistance to insect infestation have also given satisfactory results, the resistance being due to the fact that when the cell wall is partially encrusted with synthetic resin, it does not offer a feeding ground for fungi or insects. To ensure immunity, however, it is advisable to add a proved fungicide or insecticide. It has been ascertained that toxic salts can be used for impregnation without difficulty in conjunction with the synthetic resin, which has a very good fixative action on the salt solution. As a result, considerably smaller applications per space unit suffice to protect the wood completely, in comparison with the quantity of such salts which have to be introduced without an admixture of resin.
To ensure protection against termites, 1 percent of pentachlorphenol is added to the synthetic resin solution. A further advantage of impregnation with this solution is that it can take place at normal temperatures. Thus the very considerable heating costs involved in most of the processes hitherto used are eliminated.
As the tests with the synthetic resin were satisfactory, part of the construction material for the two experimental houses was treated with it, particularly the doors, window frames and casings. The chief requisite for these parts is that they should retain their shape, and it is hoped that, on the basis of the satisfactory behavior experienced in the case of European timbers treated in this way, it will be possible to use much cheaper non-teak hardwoods throughout the building and woodworking industries in Burma in place of teak.
The other, and by far the greater, part of the building timber, particularly the large-size timber, was treated with the usual impregnation salts on a fluor-sodium-chromium-arsenic basis by the full-cell process. It should thus be possible to make a reliable comparison between the effects of various wood preservatives as a guide to future practices.
Chipboards
The use of chipboards in house construction, especially for tropical houses, is a pioneer experiment whose possibilities need to be discussed in more detail.
If the Burmese Government envisages the use of timber as the principal building material for its housing program which is logical in view of the raw material situation - its only chance of success within the prescribed time limit lies in establishing a forest and lumber industry based on modern principles, and in the mass production of houses, i. e. prefabricated houses, in selected parts of the country.
It was clear at the time that the experimental program was drawn up that the production of prefabricated houses from cheap Burmese timbers in the form of solid wood was out of the question owing to the various defects from which these timbers suffer. It would of course be possible to produce so-called "pre-cut-houses", and it would seem advisable to use this process as a transitional stage. But the drying and impregnation described above will make it possible to utilize to a far greater extent wood species which have hitherto been unusable.
A really effective speeding-up of production in housing can only be expected from mass production, whereby building parts are machine-made and only the assembling is carried out on the actual building site. Tropical timbers in the form of sawn wood are not suitable for this purpose, and as yet no other appropriate construction material has been available.
In the last three or four years, however, a new kind of wood substance known as chipboards has assumed increasing importance, and it is hoped that it may provide a solution. These boards had previously been produced only from temperate zone timbers and were used mainly in furniture manufacture, and not for building purposes.
Chipboards are produced in large units (standard size 4 x 8 feet) with adequate strength properties (lengthwise pressure resistance averages 200 kg. per cm2), holding nails well, workable with any tools like a natural board and taking glue satisfactorily. In addition to these excellent properties, chipboards have the invaluable advantage of being practically unchangeable as regards width and length, i.e. they do not swell or shrink in either direction.
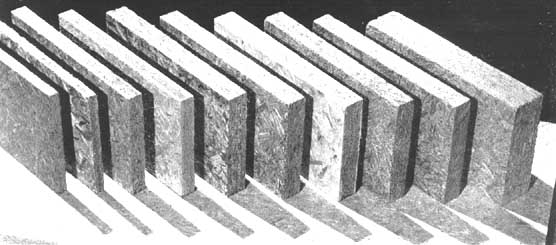
Burmese woods had first to be tested as to their suitability for conversion into chipboards. Chips were first made by various processes from all the available species, and were then used in many combinations to make boards of five different thicknesses and with different type of constructions, i.e. with one or more layers made from different species (see Figures 6 and 7). These experiments showed that species varied in their suitability for processing.
It is generally true that the lighter and softer species produced better boards as regards the compactness of the outer surface and homogeneity of the inner structure. The heavier woods, and above all those species which produce the less smooth and more brittle chips, when converted into chipboards showed a less uniform internal structure but proved very resistant. It was therefore found preferable to use the harder and heavier chips with good natural strength for the inside. and the more pliable, softer chips for the outer layers, so that solid boards with good surface quality could be obtained.
In general it was proved that the tropical woods tested were highly suitable for the production of chipboards, and in many respects even superior to European woods, probably because of their much greater range of mechanical and chemical properties. Among other results, the surprising fact emerged that the extent of shrinkage in thickness of such boards, when made of a mixture of lighter and heavier woods, averaged only 7 percent, or less than half of the average contraction of boards made from European woods.
From one particular species, namely Lagerstroemia tomentosa, which has a specific gravity of 0.67, boards were produced (specific gravity 0.64) which showed the surprisingly small average shrinkage of 3.2 percent, with a minimum shrinkage as low as 2.25 percent. This phenomenon can be partly explained by the fact that certain species of Burmese wood seem to have particularly good absorption capacity for the synthetic resin which is added to the glue in the manufacture of the boards.
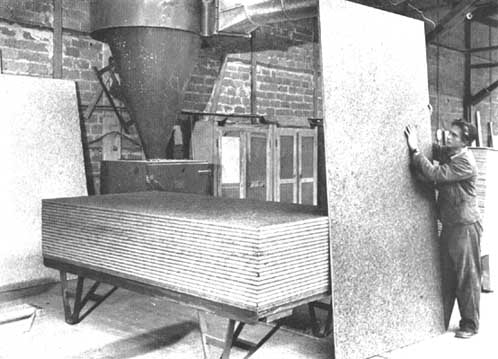
Figure 8. Assembling wall units made from Burmese timber before glueing under pressure and heat.
Since the suitability of tropical woods for chipboards had been demonstrated, the real problem that remained to be solved was the form in which they could be used for building construction. According to the original plans both the experimental houses were to have exactly the same framework, but in the chipboard house only the boards forming the wall surface were to be replaced by chipboards nailed to the frame. For this construction it was planned to use two entirely heterogeneous materials, i. e. timber that was unreliable as regards shape retention was to be permanently strengthened with chipboards. The combination of two such widely-differing materials, however, could never in practice produce a permanent, stable structure; also by using chipboards in this way no advantage could be taken of the strength of the boards if utilized only as surface elements. Finally this design could not be used in mass production.
It was therefore necessary to return to the general principles required for pre-fabrication, with the structural parts divided into separate units and constructed in such a way that they could be entirely made of chipboards, and as cheaply as possible (Figure 8). In addition, all the units needed to be of exactly the same width and thickness in order to be interchangeable. The entire framework of the house was therefore to be of wall units capable of taking the weight of the roof. Preliminary experiments were made to determine the static properties of such a type of chipboard construction, never used before, in order to ascertain the right dimensions of the building units.
After satisfactory experiments with small models in the laboratory, wall units of normal size were made and tested for bearing and buckling strength. Figure 9 shows a unit after it had been brought to breaking point in the testing machine. The strength was found to be considerably higher than the usual resistance of nailed timber constructions, and the ratio of specific weight of a wall unit (75 kg.) to its breaking load (42,000 kg.) was unusually high.
This can be explained by the fact that the wall unit was cast in a single piece, with the perpendicular and horizontal ribs which hold the inner and outer sheets together glued throughout to the boards with synthetic resin. In this way, it was aimed to distribute the effective pressure equally over the whole cross-section of the unit and to ensure that the inner and outer boards serving as wall surfaces bore their full share of the load. The breaking line, which is clearly seen in Figure 9, also shows the normal characteristics of compression testing samples made from solid wood.
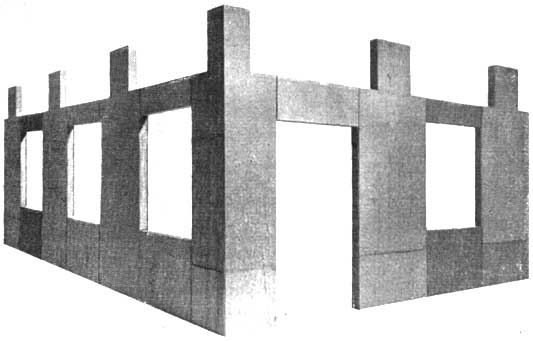
Figure 10 shows the breakdown of the wall construction into component units, all of the same width and thickness, so that they can be used as required for wall construction. It would thus be possible to fill in any ground plan in the form and size desired with individual units on the "block building" system, provided the dimensions of the frame are multiples of the selected unit measurement of 1,240 mm., the standard size of the chipboards.
It was found possible to achieve this using a total of only five different types of unit, which meant that they could be simply and economically put into mass production in the future. Figure 2 shows the wall units for a house of approximately 8 x 11 m. ground area, including inside walls. When . stacked they require a space of only some 18 m3, and can therefore be easily transported on a single truck and trailer.
To protect the external surfaces of walls made of chipboards against moisture, an Institute in Germany has developed a paint whose special features are its exceptional elasticity and absolute durability, even in moist heat conditions. This paint should provide as complete as possible protection of the boards against the penetration of moisture, so that swelling in thickness is also practically eliminated.
The treatment and processing of bamboo material, which was used in part for the manufacture of the chipboards and in the form of plaited mats for the inner layers of such boards, is not dealt with in this article.
Figure 10. Corner of a pre-fabricated house composed of walling units entirely made from chipboards
In conclusion, it appears that this technical experiment, the first to be carried out on timbers of tropical origin in this particular manner, has even at the present stage furnished a considerable amount of valuable knowledge and experience. It has also given rise to many problems which can only be solved by further scientific research.
In any case. the results so far obtained justify the hope that, with the help of the techniques described, it will be possible to effect a more intensive utilization of certain tropical forests, and at the same time help to relieve the housing shortage in Burma. There also appears to be justification for the expectation that these experiments will also point the way to the solution of identical or similar problems in other tropical areas.
As an immediate result of this testing scheme which has been performed in Europe, arrangements have been made for a complete seasoning and impregnation pilot plant to be delivered to Burma in order to carry on research work on an industrial scale on the spot.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}