![]()
![]()
![]()
For most timber products prior seasoning or wood-drying is essential. It reduces the presence of water in the wood and thus reduces the danger of movement, once the timber is in use. It also reduces the danger of fungal attack and improves the mechanical properties of the wood.
Coconut palm wood has an initial moisture content ranging from 60 % (high density) up to 230 % (low density). In order to reduce the costs of seasoning, it is recommended to air-dry the lumber under roofing at least to fibre saturation point (for coconut wood 24 %) before kiln-drying. Due to its high moisture content and its relatively high sugar and starch content, this material easily attracts fungi, mould and insects during air-seasoning. A dip treatment before stacking (see Chapter 7) is therefore important. There is no significant difference between radial and tangential shrinkage. For HD and MD coconut wood shrinkage is moderate. The LD material, however, tends to develop cell collapse (see also Meier,1991).
Dry coconut wood needs higher cutting force during processing (see Chapter 8) than fresh material, it also produces more dust. In order to reduce the cutting energy required and to minimize the production of “free” dust, it is therefore advised to execute a II further processing possible priorto drying the coconut wood.
Moisture content describes the amount of water in the wood at a given time in relationship to the material's dry weight. Water occurs in different forms in wood, i.e. as free water, capillary water and chemically bound water. The moisture content is influenced by various factors, amongst others by the ambienttemperature and the relative humidity of the air.
The moisture content wood finally reaches in a given climate is called the equilibrium moisture content (emc).
The purpose of timber drying is to remove the water without defects developing in the wood. “The art of successful seasoning lies in maintaining a balance between the evaporation of water from the surface of timber and the movement of water from the interior of the wood to the surface” (Desch, 1981). In order to achieve this, the moisture content in the wood has to be monitored during the seasoning process. Since wood becomes lighter, once it looses its water content, this monitoring can be done through regular weighing of sample boards. The results are then calculated according to the formulas given in Table 11. The moisture content can also be assessed with the help of a battery-driven moisture meter. The commercial moisture meters are reliable below the fibre saturation point (for coconut palm wood 24%). The moisture meter is a handy tool and a must in any seasoning operation.
When kiln-drying, the kiln climate can be controlled by help of the Keylwerth-chart (Figure 32).
Fig. 32: Keylwerth-chart for assessment of wood moisture content
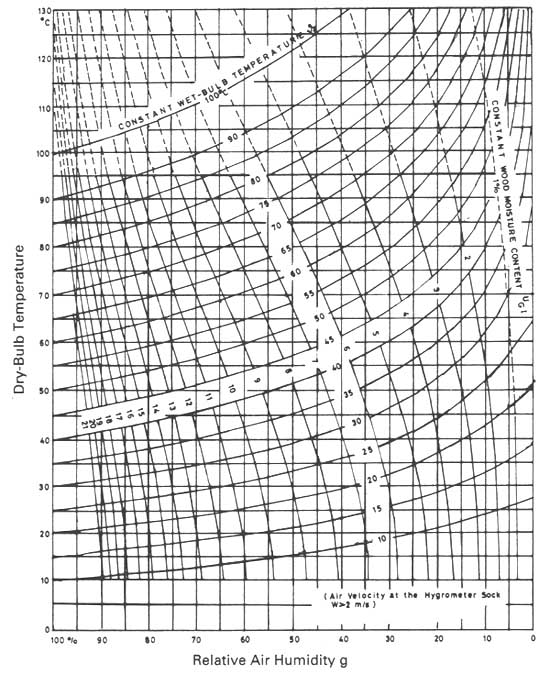
Moisture content equilibrium of timber (according to R. Keylwerth and data from the U.S. Products Laboratory, Madison 1951)
(Example: With a dry-bulb temperature ϑ=45 °C and a relative air humidity γL= 55 % respectively a wet bulb temperature ϑf= 36 ° C the wood equilibrium moisture content is μGL = 9 %.
Source: Sulc, 1984, 1
In order to produce homogenous seasoning results during kiln-drying and to prevent seasoning defects, the batches should always consist of boards belonging to the same density group. During kiln-drying it is recommended to put weight on top of the stack to prevent bow or spring. This can be achieved with clamps and springs which can be manufactured locally (Figure 33).
Fig. 33: Timber stack with pressure clamps
Source: Hildebrand, 1979
Provision has to be made for sample boards in the stack, which are checked for their moisture content first at daily intervals, and during conditioning every two hours. The initial moisture content is assessed by oven-dry method. The later calculation can be done by weighing the test sample and calculating the moisture content back with the following formulas:
Table 11: Formulas for moisture content assessment
| Initial mositure content of wood |
 |
| Sample moisture content |
 |
Mci = initial Moisture content
Smc = Sample moisture content
Wc = Weight current
Wod = Weight oven-dry
Ww = Weight wet
To allow timber to dry evenly, it has to be stacked properly, irrespective of the drying method applied. Between the stacked layers of boards, stickers have to be placed to allow ventilation of the stack. All stickers should be of the same size (Table 12) and should have been treated before use.
Table 12: Recommended sticker sizes (mm) and distribution
| Board | Sticker | ||
| Thickness | Thickness | Width | Distance |
| up to 30 | 16 | 25 | 400 – 800 |
| 31 and above | 25 | 25 | 600 – 1000 |
The stickers should be arranged in line one above the other in order to distribute the weight evenly. The stacks should be arranged in such a way that the prevailing winds can pass through them (Figures 34 – 37, Photos 39, 40).
Fig. 34: Possible arrangement for drying stacks
(note concrete or stone footing under stack)
Source: Sulc, 1984, 1
Fig. 35: Foundation of stack with coconut round wood, squared on two sides
Source: Sulc, 1984, 1
Fig. 36: Stacking of short pieces of wood
Source: Sulc, 1984, 1
Fig. 37: Timber stacking - in pile

| For items requiring slower drying, modifications to minimize checking. | Essential features in piling for rapid and uniform air seasoning. |
1. Decrease height of foundation.
2. Decrease spacing between piles.
3. Decrease width of flues.
4. Increase width of pile.
5. Use thinner stickers.
6. Avoid the use of stock for stickers (narrow, dry, special stickers are less conductive to checking).
Source: USDA, Lake States Aspen Report No. 5
Air-drying is the most economical, however the most time consuming way of seasoning lumber. To achieve good results, it is important, to:
- stack it off the ground
- prevent stagnant water in the stack
- apply stickers between boards
- stack it in an airy place
- protect the stack against direct sun radiation and rain.
Photo 39: Stacked coconut boards (note fungus-infected board, second from right)

Photo 40: Coconut sawn timber stacks in the open (uncovered)

The best protection is an open-sided shed (Photo 41). The ground should be free of vegetation, preferably of concrete, stones or gravel. The stack should sit on concrete pillars (Figure 34).
Experiences on air-drying coconut sawn timber to equilibrium moisture content (in coconut palm growing areas 17 – 20 %) are given in Table 13.
Photo 41: Sawn timber sheds

Table 13. Air-drying time for coconut sawn timber (to 18 – 19 %) in weeks
| Board thickness (mm) | 25 | 50 | |||
| Basic density (g/cm2) | > 0.6 | < 0.6 | > 0.6 | < 0.6 | |
| Kalimantan | (Indonesia) | 9 – 10 | ≥ 16 | ||
| Mindanao | (Philippines) | 9 – 10 | ≤ 24 | ||
| Luzon | (Philippines) | 8 – 11 | 11 – 13 | 13 – 16 | |
| Fiji | 8 – 11 | ≤ 26 | |||
Kiln-drying is the term for seasoning of lumber in closed, well insulated chambers or kilns Different kiln seasoning methods are distinguished, namely Solar-drying, Convection-drying, Condensation-drying and Vacuum-drying Many combinations and variations of the methods mentioned are commercially available
Solar-drying makes use of the solar energy. Two types of solar dryers are distinguished:
- the glasshouse type and
- the collector type.
The glasshouse type (Figure 38) solar dryer is a chamber with glass-or plastic walls and/or roof. The sunrays heat up the air in the kiln directly. Disadvantages are the fragility of the glazed surfaces and, in case of plastic materials, its limited life time due to the high UV radiation in the tropics.
Fig. 38: Solar dryer - glasshouse type
1 - heat absorption area
2 - transperent walls
3 - frame
4 - fan
5 - ventilation opening (out)
6 - ventilation opening (in)
7 - timber stack
8 - foundation
9 - separation wall
10 - shade wall, usually well insulated
Due to its construction and the materials used (glass or plastic for roof and walls), this kiln type can not be used in typhoon-or hurricane-endangered regions.
The collector type (Figure 39) solar dryer consists basically of an insulated chamber and an outside collector, be it installed on the roof or besides the kiln. In the collector air is heated up by sun radiation, either directly, or over water pipes. The collector type has proven to be easier to control and maintain than the glass-house type. However, its capacity is limited by the size of the collector, which makes it of little use for large scale seasoning operations. An advantage of the solar dryer is its low operation cost.
Fig. 39: Solar dryer - collector type
1 - insulated wall
2 - solar collector
3 - dark surface (charcoal) to absorb solar radiation
4 - glass cover
5 - circular air ducts between collector and seasoning chamber
6 - ventilation openings
Convection-drying is the conventional way of seasoning lumber. For this method, the lumber is stacked in a kiln equipped with a heating system and fans. The heated air rises. The fans move the warm air through the stacks. The humidity of the air can be controlled by regulating the temperature, by admitting water vapour through steam sprays, or by changing the air by removal of the saturated air at given intervals through flaps (Figure 40).
Fig. 40: Convection dryer
1 - ventilation opening
2 - heater
3 - water spray jet
For convection-drying, the following schedules have been successfully applied in Zamboanga, Philippines. For 50 mm boards of coconut wood with a moisture content above 30 %:
Dry bulb temperature 50° C (122° F)
Wet bulb temperature 40° C (104° F)
This schedule is maintained, until an average moisture content of 30 % is reached Table 14 shows the schedule below 30 % moisture content. Table 15 shows the kiln schedule for drying 25 mm boards from green
Table 14: Kiln atmospheric conditions for 50 mm boards
| KD stage | Initial av. mc (%) | Tempetaure | Target av mc (%) | Appr. time hours | |
| Dry bulbs | Web bulb | ||||
| 1 | 30 | 60° C (140° F) | 54° C (130° F) | 25 | 36 |
| 2 | 25 | 66° C (150° F) | 57° C (135° F) | 20 | 52 |
| 3 | 20 | 66° C (150° F) | 54° C (130° F) | 12 | 72 |
| 4 | 71° C (160° F) | 70° C (158° F) | 14 | 8 | |
| Final conditioning | |||||
Table 15: Kiln atmospheric conditions for boards 25 mm and thinner (from green)
| KD stage | Initial av. mc (%) | Temperature | Target av mc (%) | Appr. time hours | |
| Dry bulbs | Web bulb | ||||
| 1 | green | 60° C (140° F) | 54° C (130°F) | 100 | up to 60 |
| 2 | 100 | 60° C (140° F) | 51° C (125°F) | 60 | 72 |
| 3 | 60 | 71° C (160° F) | 60° C (140°F) | 12 | 105 |
| 4 | 77° C (170° F) | 76° C (168°F) | 14 | 4 | |
| Final conditioning | |||||
Source: Brion 1984
Tables 16 and 17 show kiln-drying schedules according to density classes and board thickness.
Table 16: Kiln-drying schedule for pre-air-dried coconut sawn timber, 50 mm, initial moisture content 40 – 50 %
| Density group | Timing | Kiln temperature (c ) | emc (%) |
| HD and MD | entire period | 50 | 9 |
| LD | start | 55 | 12 |
| end | 65 | 6 |
Table 17: Kiln-drying schedule for fresh coconut sawn timber, 25 mm
| Density group | Timing | Kiln temperature (c) | emc (%) |
| HD and MD, wet, mc < 130 % | start | 60 | 12 |
| end | 70 | 6 | |
| LD, mc = 40 – 50% | start | 65 | 12 |
| end | 70 | 6 |
in the condensation dryer (also called dehumidifier - Figure 41) the saturated air is continuously taken up by a condenser. It is cooled below the dew point and the condensed water is led outside the kiln. The energy needed for this process is produced with a thermal pump. The thermal energy provided by the thermal pump warms up the dried air which is then be returned into the air cycle inside the kiln.
Fig. 41: Condensation dryer
This method works on the basis that vacuum reduces the boiling temperature of the water contained in the wood and thus allows its easier and faster evaporation. The vacuum dryer consists basically of a pressure cylinder and a vacuum pump. It is mainly used for small amounts of timbers which a re difficult to dry and/or for shorter drying times in comparison to other kiln-drying techniques.
The advantages and disadvantages of the different drying methods are compared in Table 18.
Table 18: Advantages and disadvantages of drying methods
| Costs | Drying time | Investment costs | Operation costs | Maintenance cost | Skill | Industrial use |
| Method | ||||||
| Air | long | very low | very low | very low | very low | high |
| Solar | less long | low | very low | high | low | low |
| Convection | short | high | high | high | high | high |
| Condensation | short | higher | high | high | medium | medium |
| Vacuum | shortest | highest | high | high | high | medium |
The dense material shows few seasoning defects, most common are fine surface checks. The low density material, however, is prone to spring, cup, twist, case hardening and cell collapse (honey combing), if not properly seasoned (Figure 42).
Fig. 42: Seasoning defects in coconut wood
Various defects in timber:
a = twist; b = cupping;
c = honeycomb checks;
d = bowing; e = checks;
f = end split;
g = compression failure;
h = behaviour of test sample from a case-hardended board;
i = spring.
Source: Desch, 1982
Logs designated for later use as power poles have to be debarked to accelerate drying. This can be done manually with simple two-handled knives made from old car springs (Figure 43). After debarking, the future poles should be stacked under roofing and off the ground for drying. The seasoning time required is 4 – 5 months.
Fig. 43: Debarking of coconut poles
Source: PCA, 1977
![]()
![]()
![]()