![]()
![]()
![]()
Expérience avec des bois de Birmanie en vue de leur emploi
par K. A. MIEDLER,
Délégué de l'assistance technique de la FAO en Birmanie
IL y a deux ans, une mission de la FAO a parcouru la Birmanie pour étudier les possibilités de création de combinats d'industries forestières, afin que ce pays soit en mesure de subvenir à ses besoins intérieurs et d'augmenter ses exportations. La production actuelle de bois en Birmanie est limitée par diverses circonstances et le profit que ce pays tire actuellement de ses forêts est loin d'être à l'échelle de ses ressources naturelles latentes en bois.
En dehors des difficultés générales d'accès des forêts, lu manque de moyens de transport et des conditions climatiques difficiles, c'est par dessus tout la composition de la forêt tropicale elle-même qui rend impossible l'utilisation complète de ses ressources par des méthodes intensives d'exploitation forestière. La grande variété des essences, douées de propriétés techniques très différentes, même dans des régions boisées peu étendues, en interdit l'utilisation complète, et, dans les circonstances présentes on n'exploite qu'un choix assez restreint des essences les plus précieuses.
En Birmanie, jusqu'à présent, les exportations de bois ont presque toujours été limitées au teck et l'aménagement de cette essence a donné à la foresterie de Birmanie son caractère particulier. Le teck contribue également pour une grande part à satisfaire à la demande intérieure de bois par suite de ses qualités de travail, de sa résistance mécanique et de sa durabilité. Quoique 40 bois environ autres que le teck aient une valeur certaine sur le marché intérieur, et que 200 à 300 autres essences soient considérées, en raison de leur fréquence, de leur type de végétation et de leurs propriétés techniques, comme fournissant des bois utilisables, ces feuillus, qui entrent pour une bien plus grande proportion que le bois de teck dans les peuplements forestiers, n'ont qu'une importance minime et locale.
Avant la guerre, la production de teck en Birmanie a atteint 450.000 tons (1 ton = 50 cubic feet, 450.000 tons = 60.000 m3) de bois en grumes par an, ce qui est probablement le maximum pour des forêts aménagées. Si donc la production doit être intensifiée, ceci ne peut être réalisé que par une exploitation plus large des feuillus négligés autres que le teck. Par suite des coupes excessives de teck pendant la guerre, il faut prévoir une diminution de 10 pour cent de la production par rapport à celle d'avant-guerre, mais la production des feuillus autres que le teck, dont la production est aujourd'hui équivalente à celle du teck, pourrait être quadruplée.
Cette possibilité d'accroissement de la production est subordonnée à la suppression des inconvénients techniques dûs à certaines caractéristiques qui, jusqu'à présent, ont empêché une utilisation généralisée de ces essences. Ces caractéristiques sont essentiellement les suivantes:
1) Durabilité médiocre
2) Tenue insuffisante
3) Les difficultés que présentent ces bois pour le séchage à l'air et au séchoir dans les conditions locales.
On sait que la grande majorité des bois tropicaux est très exposée aux attaques par les champignons et les insectes, et surtout aux termites, et il n'est pas besoin d'insister ici sur ce point. Pour cette raison, toutes les constructions élevées dans les tropiques - autres que celles exécutées avec des bois naturellement résistants, qui sont peu nombreux - sont détruites par les champignons ou les insectes en un temps relativement court; c'est là le plus grand obstacle à la généralisation de l'emploi des bois non durables.
La tendance à un retrait prononcé, qui est la caractéristique de la plupart des feuillus autres que le teck, est le second grand défaut qui contribue à limiter leur utilisation dans la construction et particulièrement en menuiserie.
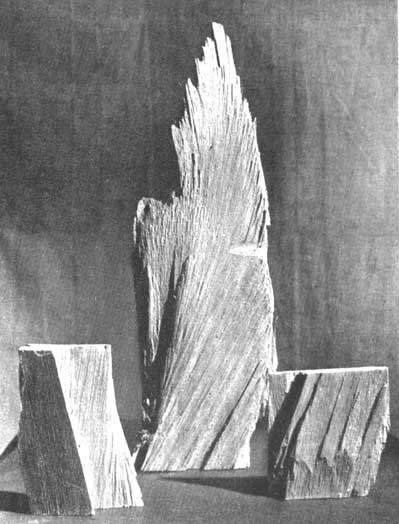
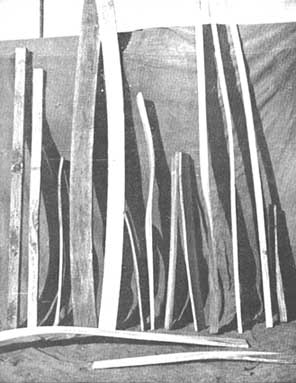
Il existe une autre caractéristique importante qui est typique de beaucoup de bois tropicaux et influe fâcheusement sur leur tenue. C'est une disposition particulière des fibres, que l'on ne rencontre que sous les tropiques, et qui est commune à la moitié environ des espèces botaniques. Chez ces essences, les fibres ne sont pas parallèles à l'axe du tronc, mais sont disposées en couches spiralées alternées plus ou moins nettes. La figure 3 montre cette structure à contre-fil, qui, tout en renforçant le tronc dans son ensemble, indique en même temps que le bois travaillé ne conservera pas sa forme. Ce phénomène apparaît clairement dans la figure 4, donnant des exemples caractéristiques de planches déformées, qui, bien que séchées seulement à l'air, ont complètement perdu leur forme initiale.
Des difficultés rencontrées tant au cours du séchage naturel que du séchage artificiel des bois tropicaux sont dues en partie à cette ' structure irrégulière et en partie aux divers constituants de ces bois, tels que , huiles, gommes et résines, etc., qui constituent une gêne sérieuse, particulièrement en ce qui concerne le séchage artificiel. La grande vulnérabilité de ces bois tropicaux peu résistants à l'infestation par les champignons et les insectes, exige que traitement et séchage soient effectués très peu de temps après l'abattage, ce qui, pratiquement, est presque toujours inapplicable. Dans la majorité des cas, le séchage à l'air est impraticable parce que le bois, qui est particulièrement vulnérable
lorsqu'il est vert, s'altère fréquemment avant d'être sec. Le séchage à l'air doit donc aussi souvent que possible être remplacé par le séchage artificiel.
En Birmanie, les besoins en bois de construction viennent au premier rang dans la consommation du bois.
Pendant la guerre, les villes et villages furent en grande partie détruits. La pénurie de logement sévit particulièrement dans les villes de grande et de moyenne importance. L'importance attachée à la construction de maisons d'habitation est mise en évidence par le fait que le gouvernement de Birmanie a créé un Ministère spécial du Travail et de la Construction dans le but d'atténuer la pénurie de logements par un programme à long terme. Dans un pays comme la Birmanie, dont 56 pour cent de la superficie est boisée, le bois est le matériau naturellement choisi pour la construction d'habitations permanentes. Tout plan d'utilisation complète des forêts et des ressources en bois doit donc être coordonné avec le programme de construction.
Une expérience technique de grande envergure a été organisée comme première mesure par le gouvernement birman et la FAO. Cette décision a été prise conformément aux recommandations de la mission d'assistance technique de la FAO, conseillant l'élaboration d'un programme de quatre ans qui, en dehors de la mécanisation des transports de bois, visera la construction d'usines modernes pour l'industrie du bois.
Cette expérience doit avoir pour but de déterminer jusqu'à quel point, et avec quelles chances de succès, les derniers perfectionnements apportés dans le traitement, le séchage, l'imprégnation et l'amélioration du bois peuvent être appliqués, dans la pratique, aux feuillus autres que le teck, originaires de Birmanie. Afin d'obtenir aussi rapidement que possible des résultats pratiques, il a été admis que les connaissances et l'expérience les plus récemment acquises en ce qui concerne les bois de la zone tempérée, pourraient être appliquées, avec certaines modifications, aux bois tropicaux. De cette façon, on pourrait épargner le temps passé à des expériences théoriques, et des essais pratiques pourraient être effectués immédiatement sur une grande échelle, avec l'appui de recherches scientifiques simultanées pratiquées dans différents laboratoires d'essais.
Pour réaliser ces expériences, le Service forestier de Birmanie a fourni environ 60 tons (54,42 tonnes) de feuillus autres que le teck et 9 cubic tons de tiges et de paillassons de bambou, qui furent expédiés en Allemagne, où, dans une usine appartenant à l'une des principales industries du bois, située près de Karlsruhe et installée d'après les principes d'un combinat d'industries forestières, on pouvait trouver toutes facilités pour effectuer une expérience de cette envergure.
Cette usine possède un grand entrepôt de grumes sur les rives du Rhin (figure 1), une importante scierie, des installations très modernes pour le séchage et l'imprégnation et une usine moderne de panneaux de copeaux, de sorte que le traitement des nombreux groupes de bois et de bambous put être effectué au même endroit.
La tâche principale était de construire à l'aide de cette matière première deux maisons types, dont les plans étaient fournis par Rangoon, et qui devaient
être réexpédiées en Birmanie dès leur achèvement, afin d'y être montées et soumises à un essai pratique de durabilité et d'habitabilité. Les perches et les paillassons de bambou devaient être transformés en matériaux de construction durables grâce à une imprégnation appropriée.
L'une de ces deux habitations expérimentales devait être construite sur le modèle depuis longtemps traditionnel en Birmanie, l'ossature de la maison étant formée de poteaux et de poutres, les murs de planches, avec couvre-joints. La seconde habitation expérimentale devait être construite autant que possible en panneaux.
En tout, 13 essences différentes furent fournies, y compris quelques bois déjà utilisés, tels que le Kanyin (Dipterocarpus sp.) Taung thayet (Swintonia floribunda), Taung-peinne (Artocarpus chaplasha), et quelques autres qui, bien qu'utilisés pour certains usages, ne sont pas utilisés directement dans la construction, ou d'autres bois caractérisés par leur densité, particulièrement faible ou d'une durabilité exceptionnellement médiocre, tels que Baing, Gwe (Spondias mangifera), etc.
Afin de modifier artificiellement la constitution de ces bois, et d'améliorer leurs propriétés, trois méthodes différentes de traitement furent utilisées:
1) Séchage artificiel dans un séchoir à haute température et à courant transversal, construits d'après les résultats des plus récentes expériences.2) Imprégnation à l'aide d'une nouvelle résine synthétique à demi-condensée, récemment mise au point en Allemagne.
3) La réduction du bois massif naturel en copeaux, mélangés ensuite avec des résines synthétiques comme agglomérant et avec d'autres produits chimiques, puis comprimés en panneaux à l'aide d'une presse à haute température (130-140° C).
Tandis que les deux premières méthodes suivaient les principes de méthodes bien connues, et ne différaient que par l'application des détails les plus récents et d'une grande importance, la troisième méthode appliquait aux bois tropicaux, quelque chose d'absolument nouveau, dont l'utilisation pour les essences de zones tempérées, bien qu'elle n'ait été mise au point que ces toutes dernières années, a été poussée à un haut degré de perfection.
Ces trois procédés vont être brièvement décrits, dans la mesure où leurs résultats peuvent être considérés comme sûrs, d'après, les résultats obtenus jusqu'à ce Jour.
Séchage
Le nouveau procédé de séchage a été appliqué suivant les exigences particulières des différents bois, à des températures inférieures ou supérieures à 100°, et lorsque celà était nécessaire, jusqu'à 120° C. L'innovation de ce procédé est la grande vitesse du courant d'air chaud, qui peut atteindre 10 mètres à la seconde, de telle sorte qu'il est possible de réduire le temps de séchage, qui est le facteur le plus important du prix de revient, considérablement au-dessous du temps exigé jusque là.
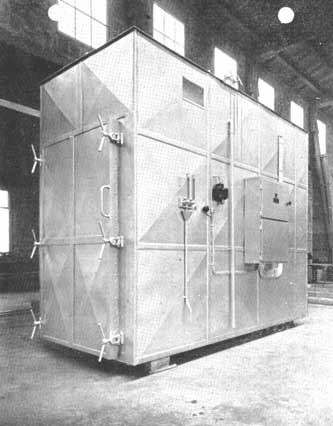
La chambre de séchage (figure 5) est construite en tôle d'acier ou d'aluminium; toutes les ouvertures peuvent être rendues absolument étanches à l'air et à l'humidité. Ce point est particulièrement important, car il n'est possible de rester maître de la marche du séchage que si les ouvertures d'admission ou d'échappement d'air peuvent être hermétiquement fermées et réglées avec précision. L'emploi de températures atteignant 120° C dans les séchoirs n'est pas entièrement nouveau, mais n'a jusqu'à présent donné qu'imparfaitement satisfaction, faute d'avoir utilisé le nouveau système de circulation horizontale de l'air actuellement adopté, et dans lequel l'air est directement dirigé dans les interstices de la pile de bois à sécher et maintenu en mouvement au moyen d'un ou plusieurs grands ventilateurs, dont le diamètre atteint jusqu'à 180 cm, et qui sont fixés à l'une des parois latérales de la chambre de séchage. Directement actionnés par un moteur électrique, ces grands ventilateurs, semblables à des hélices d'avions, sont beaucoup plus efficaces que de nombreux petits ventilateurs fixés au plafond (et dont l'action est fortement contrariée par les multiples déflections du courant d'air de séchage). Avec cette nouvelle disposition, grâce à laquelle le courant d'air pénètre directement du ventilateur dans les interstices du tas de bois, il est possible d'obtenir un courant rapide d'air d'une manière très économique.
Dans une telle installation de séchage, que l'on peut avec justesse appeler une machine à sécher, les principaux facteurs de séchage: température, taux d'humidité, et vitesse de l'air, peuvent être réglés avec précision par un appareil de contrôle entièrement automatique. Cette chambre de séchage, à haut rendement, permet de déterminer, de maintenir et de régler aisément les intervalles optima de séchage pour toutes les essences et toutes les dimensions de débits. Les temps de séchage peuvent être réduits au minimum exigé par chaque essence, au-dessous duquel il n'est pas possible de descendre sans endommager les produits.
L'efficacité de cette installation, qui avait déjà montré sa valeur pratique en ce qui concerne le prix de revient et la qualité du résultat pour les essences européennes, fut confirmée lors du séchage des bois de Birmanie. Des planches de Gwe, par exemple, d'un poids spécifique de 0,4 et mesurant 2.500 × 120 × 19 mm, furent séchées en 5 heures 50 minutes, temps remarquablement court, en passant d'un taux d'humidité initial moyen de 45 pour cent, à 9 pour cent. Une température maxima de 117° C fut atteinte sans dommage appréciable. Le séchage du Kanyim (poids spécifique 0,76) de grandes dimensions: 2.600 × 160 × 80 mm, ne demanda, à une température maxima de 81° C, que 78 heures. Le taux d'humidité final variait de 11 à 17 pour cent et on ne constata que de petites fissures latérales et terminales; d'une manière générale, le produit séché conserve sa forme.
Amélioration du bois par imprégnation à la résine synthétique
Les progrès rapides réalisés dans l'emploi des techniques des résines synthétiques depuis la fin de la seconde guerre mondiale, on fait découvrir des possibilités entièrement nouvelles d'amélioration des propriétés du bois. Un produit d'amélioration et de préservation du bois a été mis au point en Allemagne, et son application aux bois birmans semble pleine d'intérêt.
L'avantage de ce procédé d'imprégnation ne réside pas dans la résine synthétique elle-même, mais dans l'emploi d'une base à petite molécule comme agent d'imprégnation. Une résine synthétique à grosse molécule ne peut, naturellement pénétrer les parois des cellules, mais reste adhérente à leur surface extérieure et ne peut produire aucune modification permanente de la structure du bois ou de ses propriétés. Quand une phase moléculaire initiale semblable est utilisée avec une résine spéciale, elle peut, toutefois, grâce à la finesse de ses molécules, pénétrer la structure micellaire des parois de la cellule, et remplir complètement les espaces inter-micellaires. Un durcisseur, qui demande un certain temps pour agir, est ajouté à la solution aqueuse du produit semi-condensé. La résine synthétique est ainsi finement dispersée lorsqu'elle est fixée dans sa forme finale, entraînant une modification profonde dans la structure des parois de la cellule et améliorant considérablement les diverses propriétés du bois.
La résistance à la compression du bois ainsi traité s'accroît en moyenne d'environ 30 pour cent, la dureté superficielle d'environ 80 pour cent et la rétractibilité diminue d'environ 45 pour cent par rapport à celle du bois non traité. La résistance en traction et en flexion ne sont pas affectées dans les mêmes proportions.
Bien que cette résine spéciale ne possède aucune propriété toxique, c'est un excellent préservatif du bois. Des essais complets ont montré qu'un traitement par imprégnation à l'aide d'une solution à 12 pour cent suffit généralement à immuniser les bois d'origine européenne contre les attaques de champignons.
Des essais sur la résistance aux attaques par les insectes ont également donné des résultats satisfaisants, la résistance étant dûe au fait que, lorsque les parois de la cellule sont partiellement recouvertes d'une couche de résine synthétique, elles ne permettent ni aux champignons ni aux insectes de se nourrir à leurs dépens. Toutefois, pour assurer l'immunité, il est conseillé d'ajouter un fongicide ou un insecticide d'efficacité reconnue. Il a été constaté que des sels toxiques peuvent sans difficultés être utilisés pour les imprégnations en même temps que la résine synthétique, qui a une puissante action fixatrice de la solution saline. Il en résulte que l'utilisation de quantités beaucoup plus faibles à l'unité de volume suffisent à protéger complètement le bois, par rapport à la quantité des mêmes sels qui devraient être employés sans l'adjonction de la résine.
Pour assurer la protection contre les termites, on ajoute 1 pour cent de pentachlorophénol à la solution de résine synthétique. Un des autres avantages de l'imprégnation à l'aide de cette solution est qu'elle peut être pratiquée à des températures normales, de telle sorte que les frais de chauffage très élevés qu'entraînent la plupart des procédés utilisés jusqu'à présent sont éliminés.
Les essais réalisés avec la résine synthétique ayant été très satisfaisants, une partie des matériaux de construction nécessaires pour ces deux maisons expérimentales ont été traités avec cette résine, en particulier les portes, les chassis et les cadres de fenêtres. La première condition exigée pour ces éléments est qu'ils conservent leur forme, et l'on espère que, étant donné leur comportement satisfaisant au cours des expériences, dans le cas des bois européens traités de cette manière, il sera possible d'utiliser dans toutes les industries du bâtiment et du bois de Birmanie, à la place du teck des feuillus autres que le teck et beaucoup moins chers.
L'autre partie, de beaucoup la plus importante, des bois de construction, en particulier les bois de grandes dimensions, a été traitée par imprégnation à l'aide de sels usuels, à base de fluorure de sodium, de bichromate et d'arsenic par le procédé à cellules pleines. Il devrait donc être possible de faire des comparaisons sûres entre les effets des différents préservatifs du bois, afin de pouvoir guider les méthodes futures.
Panneaux de copeaux
L'utilisation des copeaux pour la construction des maisons d'habitation, spécialement pour les maisons tropicales, est une expérience d'avant-garde, dont les possibilités ont besoin d'être étudiées plus en détail.
Si le gouvernement birman envisage d'utiliser le bois comme principal matériau pour son programme de construction d'habitations - ce qui est logique, étant donné la situation au point de vue matières premières - sa seule chance de succès, dans les limites de temps imposées, repose sur la création d'une exploitation forestière et d'une industrie du sciage basée sur des principes modernes, et sur la production massive de logements, c'est-à-dire de maisons préfabriquées, dans des régions choisies du pays.
Il était clair, à l'époque où le programme expérimental fut arrêté, que la production de maisons préfabriquées en bois birmans peu coûteux, sous forme de bois massif était hors de question, étant donné les différents défauts que présentent ces bois. Il serait naturellement possible de produire ce qui est connu sous le nom de «maisons à éléments préfabriqués», et il semblerait sage d'utiliser ce procédé pour la période de transition. Mais les méthodes d'imprégnation et de séchage décrites ci-dessus, offriront la possibilité d'utiliser sur une bien plus grande échelle les essences qui ne sont pas utilisées jusqu'à présent.
Une accélération réelle de la production de logements ne peut être espérée que par une production en série, où les différents éléments de la construction sont fabriqués à la machine, et où seul l'assemblage est exécuté sur le lieu même de la construction. Les bois tropicaux, sous forme de sciages, ne conviennent pas à cet usage, et, jusqu'à présent, on n'a pu trouver aucun autre matériau.
Toutefois, au cours de ces trois ou quatre dernières années, une nouvelle catégorie de matériaux ligneux, connue sous le nom de panneaux de copeaux, a pris une importance croissante, et l'on espère qu'elle fournira une solution. Ces panneaux n'avaient auparavant été fabriqués qu'avec des bois de la zone tempérée et n'étaient utilisés que dans la fabrication des meubles, et non pour le bâtiment.
Ces panneaux de copeaux sont produits sous forme d'éléments de grandes dimensions (dimensions normales: 4 × 8 feet - 1,20 m × 2,45 m), ont des propriétés mécaniques suffisantes (dans le sens de la longueur, la résistance en compression est en moyenne de 200 kg par cm2), tiennent bien les clous, peuvent se travailler comme planche ordinaire avec n'importe quels outils, et s'encollent d'une manière très satisfaisante. En plus de ces propriétés remarquables, les panneaux de copeaux ont l'avantage inappréciable de ne varier pratiquement ni en largeur ni en longueur, c'est-à-dire qu'ils ne se gonflent ni ne se rétractent dans aucune de ces directions.
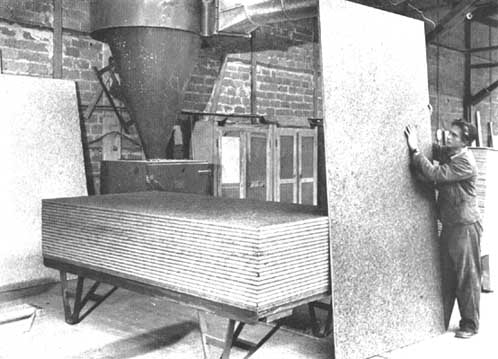
Les bois de Birmanie doivent d'abord être soumis à des essais en ce qui concerne leur possibilité d'être transformés en panneaux de copeaux. Les copeaux furent d'abord fabriqués par différents procédés à partir de toutes les essences disponibles, et furent ensuite utilisés suivant différentes combinaisons pour faire des panneaux de cinq épaisseurs différentes, et dans différents types de constitution, c'est-à-dire avec une ou plusieurs couches faites de différentes essences (Voir figures 6 et 7). Ces expériences démontrèrent que les différentes essences conviennent plus ou moins aux différents procédés.
Il est généralement vrai que les bois légers et tendres produisent de meilleurs panneaux en ce qui concerne la compacité de leur surface externe et l'homogénéité de leur structure interne. Les bois les plus denses, et surtout les essences qui produisent les copeaux les moins lisses et les plus cassants, fournissent, une fois converties en panneaux, une structure interne moins uniforme mais se montrent très résistants. On a donc estimé préférable d'utiliser les copeaux les plus durs et les plus denses, doués d'une bonne résistance naturelle, pour l'intérieur, et les copeaux les plus lisses pour les couches externes, afin d'obtenir des panneaux solides et présentant une belle surface unie.
On a constaté que, d'une manière générale, les bois tropicaux essayés conviennent parfaitement à la production de panneaux comprimés, et sont, à bien des égards, supérieurs même aux bois européens, probablement à cause de leur plus grande diversité de propriétés chimiques et mécaniques. Parmi les autres résultats ressort un fait surprenant: c'est que la rétractibilité en épaisseur de ces panneaux, lorsqu'ils sont constitués par un mélange de bois légers et lourds, n'atteint qu'environ 7 pour cent, soit moins de la moitié de la rétractibilité moyenne des panneaux fabriqués avec des bois européens.
On a produit, à partir d'une essence particulière, le Lagerstroemia tomentosa, dont le poids spécifique est de 0,67, des panneaux (poids spécifique 0,64), qui ne révélèrent qu'une rétractibilité moyenne étonnamment faible de 3,2 pour cent, avec un minimum descendant jusqu'à 2,25 pour cent. (le phénomène peut être expliqué en partie par le fait que certaines essences birmanes semblent avoir une capacité d'absorption particulièrement bonne pour la résine synthétique qui est ajoutée à la colle dans la fabrication des panneaux.
Etant donné qu'il était démontré que les bois tropicaux pouvaient parfaitement être employés pour la fabrication des panneaux de copeaux, le problème qui restait à résoudre était la forme sous laquelle on pouvait les utiliser pour la construction de logements. D'après les plans originaux, les deux maisons expérimentales devaient toutes deux avoir exctement la même charpente, mais dans la maison en panneaux de copeaux, seuls les panneaux formant les murs devaient être remplacés par des panneaux de copeaux cloués aux montants. Dans cette construction, on projetait d'utiliser deux matériaux entièrement hétérogènes, c'est-à-dire que le bois, dont la tenue était sujette à caution devait être renforcé d'une manière permanente par les panneaux de copeaux. Toutefois, la combinaison de deux matériaux si différents ne pourrait jamais, dans la pratique, fournir une construction indéformable et stable; d'autre part, en employant ainsi les panneaux de copeaux, on ne pourrait tirer parti de la résistance de ces panneaux si on ne les utilisait, que comme éléments de surface. Finalement, ce modèle ne peut être utilisé dans la production en série.
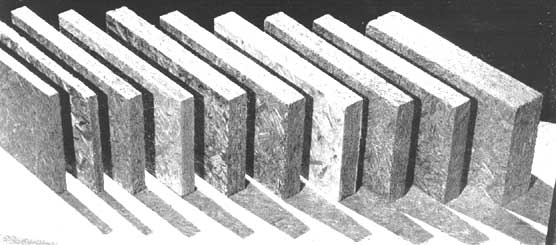
Il fallut donc nécessairement revenir aux principes généraux qu'exige la préfabrication, avec les parties de la construction divisées en éléments séparés et constitués de telle manière qu'ils pourraient être entièrement fabriqués avec des panneaux de copeaux, et pour un prix de revient aussi bas que possible (figure 8). De plus, tous les éléments devaient tous avoir exactement la même largeur et la même épaisseur afin d'être interchangeables. L'ossature toute entière de la maison devait donc être constituée d'éléments de murs capables de supporter le poids du toit. Des expériences préalables furent donc effectuées pour déterminer les propriétés statiques de ce type de construction en panneaux de copeaux, qui n'avait jamais été utilisé auparavant, afin de se rendre compte des dimensions qu'il convenait de donner aux éléments de construction.
Après des expériences satisfaisantes faites en laboratoire avec des modèles réduits, des éléments de mur de dimensions normales furent fabriqués et soumis à un essai de résistance à la compression et au flambage. La figure 9 montre un élément après qu'il ait été amené à la charge de rupture dans la machine d'essai. On constata que la résistance était bien supérieure à la résistance habituelle des éléments en bois cloués, et le rapport entre le poids spécifique d'un élément de cloisonnement (75 kg) et sa charge de rupture (42.000 kg) était exceptionnellement élevé.
Ceci peut être expliqué par le fait que l'élément de paroi était moulé d'un seul bloc et que les membrures verticales et horizontales assurant la liaison des faces intérieure et extérieure étaient collées sur toute leur longueur aux panneaux avec de la résine synthétique. On cherchait ainsi à répartir uniformément la pression effective sur l'ensemble de la section transversale de l'élément et à faire porter aux panneaux intérieur et extérieur servant de surfaces murales toute leur part de la charge. La ligne de rupture, que l'on voit clairement sur la figure 9, montre également toutes les caractéristiques normales des éprouvettes d'essais à la compression formées de bois massif.
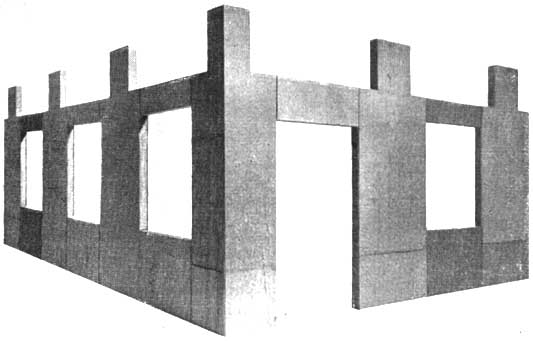
La figure 10 montre la décomposition d'un mur en éléments composants, tous de mêmes largeur et épaisseur, de sorte qu'ils peuvent être utilisés à la demande pour la construction du mur. Il serait ainsi possible de réaliser n'importe quel plan de la forme et de la dimension désirées à l'aide d'éléments indépendants, suivant le principe des «jeux de construction», pourvu que les dimensions du cadre soient multiples des mesures choisies pour l'élément, soit 1.240 mm, dimension normale des panneaux de copeaux.
On a constaté qu'il était possible d'y parvenir en utilisant seulement au total cinq types différents d'éléments, ce qui revient à dire qu'ils pourront dans l'avenir être fabriqués en série simplement et économiquement. La figure 2 montre les éléments muraux d'une habitation couvrant environ 8 × 11 m de superficie au sol, y compris les murs intérieurs. Lorsqu'ils sont empilés, leur volume n'est que de 18 m3, et ils peuvent donc être aisément transportés sur un seul camion avec remorque.
Pour protéger les surfaces externes des murs construits en panneaux de copeaux contre l'humidité, un institut d'Allemagne a mis au point une peinture dont les principales caractéristiques sont son exceptionnelle élasticité et sa durabilité absolue, même sous une chaleur humide. Cette peinture devrait assurer une protection aussi complète que possible des panneaux contre la pénétration de l'humidité, de telle sorte que le gonflement en épaisseur soit également pratiquement éliminé.
Le traitement et les procédés applicables au bambou, qui entre pour une part dans la fabrication des panneaux de copeaux, et sous forme de nattes dans les couches internes de ces panneaux, ne sont pas étudiés dans cet article.
En conclusion, il semble que cette expérience technique, la première réalisée sur des bois tropicaux et dans ces conditions particulières, a, même dans sa période actuelle, fourni une somme considérable de connaissances et d'expériences précieuses. Elle a également soulevé plusieurs problèmes que seules de nouvelles recherches scientifiques pourront résoudre.
En tous les cas, les résultats déjà acquis justifient l'espoir que, avec l'aide des techniques exposées, il sera possible d'utiliser plus complètement certaines forêts tropicales, et, en même temps, de contribuer à réduire la pénurie de logements en Birmanie. Il apparaît aussi qu'on est en droit d'espérer que ces expériences indiqueront la voie vers la solution de problèmes identiques dans d'autres régions tropicales.
Comme résultat immédiat de ce programme d'essai exécuté en Europe, des accords ont été conclus pour qu'une installation pilote complète de séchage et d'imprégnation soit livrée en Birmanie afin de poursuivre le travail de recherche à l'échelle industrielle dans le pays même.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}