![]()
![]()
![]()
Walter Liese est professeur émérite
auprès de l'Institute for Wood Biology,
Université de Hambourg, Hambourg (Allemagne).
À part des innovations dans le domaine de la transformation, une meilleure connaissance des caractéristiques structurelles et des particularités des espèces serait nécessaire pour améliorer l'utilisation future du rotin.
La transformation est une opéra-tion fondamentale pour le déve-loppement et l'utilisation accrus du rotin. Elle se réalise à différents niveaux de compétence et d'intensité: dans des entreprises artisanales, dans de petites et moyennes usines et dans de grosses fabriques.
Séchage à l'air de tiges de rotin au Kalimantan (Indonésie)
- W. LIESE

Les traitements après récolte - y compris le séchage, les bains d'huile, le blanchiment, le déglaçage pour éliminer l'épiderme silicifié, et la fumigation - sont nécessaires pour corriger les défauts et améliorer les possibilités de transformation et la valeur marchande du rotin. La qualité de la canne et la valeur du produit sur le marché local et international déterminent le choix des méthodes de transformation.
Traitement de bottes de rotin dans un bain d'huile chaude pour en réduire la teneur en humidité (Malaisie) - W. LIESE |
|
Le présent article passe en revue les progrès accomplis pendant les 20 dernières années et met en évidence les lacunes et les contraintes. À partir de travaux de laboratoire sur les caractéristiques structurelles du rotin en tant que matériau, il tire certaines conclusions qui pourraient influencer son utilisation future et le choix des espèces à soumettre à une transformation commerciale.
Il est nécessaire de bien sécher les cannes pour maintenir élevée la qualité des produits en rotin. La teneur en humidité des tiges fraîches varie entre 130 et 160 pour cent, avec un accroissement de la base vers le sommet.
La séchage doit commencer dans la forêt. Normalement, on appuie verticalement des bottes de 20 à 30 cannes contre un arbre pendant une semaine environ pour permettre l'écoulement de la sève et de l'eau. Les cannes sont ensuite étalées sur le sol en plein air avant leur livraison à l'usine de transformation, où elles sont disposées en faisceaux pendant deux ou trois semaines pour que l'humidité résiduelle descende au-dessous de 20 pour cent. Pendant le processus de séchage, on redresse les parties arquées en posant des poids sur les cannes entassées horizontalement.
La récolte et le séchage devraient se faire de préférence pendant les mois chauds afin de réduire l'humidité initiale et d'accélérer le séchage à l'air.
Un premier triage du rotin se fait au niveau des transformateurs villageois - W. LIESE |
|
Le traitement consiste dans l'immersion des cannes dans un bain d'huile chaude afin de réduire la teneur en humidité, une cause fréquente de détérioration (Bhat et Dhamodran, 1993; Silitonga, 1989). Cette opération fait souvent partie intégrante du processus de transformation du rotin.
Les tiges, aussi fraîches que possible, sont coupées en tronçons de la longueur voulue et mises en bottes, puis trempées pendant un certain temps dans un bain d'huile. L'huile pénètre par absorption axiale, alors que la pénétration radiale à travers l'écorce est pratiquement nulle en raison du caractère réfractaire de la structure anatomique de la canne.
De nombreuses enquêtes ont été menées pour déterminer les meilleures méthodes de traitement. On recourt, suivant leur disponibilité, à différentes combinaisons d'huile diesel, d'huile à lampe, et d'huile de palme et de noix de coco que l'on applique à des températures allant de 80 °C à 150 °C pendant 10 à 60 minutes; la durée du bain dépend du diamètre de la canne. Il n'a apparemment pas été possible d'établir les différences de réaction des espèces au traitement. D'une manière générale, un traitement à l'huile à lampe entre 100 °C et 105 °C de 20 à 45 minutes (suivant le diamètre de la tige) paraît être le plus indiqué pour améliorer la couleur de l'écorce.
Après le traitement, on laisse s'écouler l'huile excédentaire et on frotte les tiges avec de la sciure de bois, du coco (fibres tirées de la coque de la noix de coco) ou des chiffons pour débarrasser l'écorce des substances cireuses et des dépôts de silice. Pendant le séchage au soleil qui suit, les tiges sont souvent disposées en faisceaux; verte initialement leur couleur vire au blanc ivoire qui est la teinte la plus recherchée pour le rotin. Au bout d'un laps de temps allant d'une à trois semaines, suivant l'espèce et les conditions météorologiques, les cannes sont emmagasinées en un lieu couvert.
Chez certains rotins, notamment quelques espèces de Calamus, la couche extérieure ou épiderme de la tige présente de fortes incrustations de silice amorphe, ce qui gêne les opérations de transformation. Lorsque les incrustations sont très abondantes, il faut les éliminer. Cette opération se fait en pliant la tige à plusieurs reprises sur toute sa longueur provoquant ainsi la chute par écaillage du silice (déglaçage).
Nettoyage d'une tige de rotin en Malaisie - W. LIESE |
|
Le classement des tiges de rotin est l'étape la plus importante, bien qu'encore controversée, de la transformation. Il est crucial pour le commerce et influence tant les producteurs, les transformateurs, les exportateurs et les importateurs que les utilisateurs.
Le premier stade du classement se fait aux niveaux des transformateurs villageois ou, sur une plus grande échelle, des intermédiaires ou des centres de commerce. Les critères dont on tient compte à ce stade sont les dimensions (épaisseur, longueur de la canne et entre-noeuds), la dureté et les défauts. Les cannes sont souvent groupées en catégories suivant la grandeur du diamètre, 18 mm étant le seuil le plus largement utilisé. La dureté (en termes de caractères anatomiques, de différences entre les espèces ou d'âge des tiges) est évaluée en pliant la tige à la main et en observant si elle reprend sa forme originale rapidement ou lentement, ou si elle se brise. Un deuxième stade du classement, d'ordre esthétique principalement, porte sur la couleur extérieure de la tige après la transformation.
Les règles et procédures de classement du rotin varient suivant les pays. Dans la plupart des pays producteurs, elles ne sont pas formulées avec clarté. Elles sont souvent énoncées avec une terminologie imprécise et les pratiques de classement ne sont pas normalisées, ce qui donne lieu à la production de produits de rotin de qualité inférieure. Il faudrait instituer un certain niveau de simplification et d'uniformité entre les pays pour les échanges intérieurs et extérieurs (Bhat, 1996). Suite à une enquête approfondie, Bhat (1996) a proposé des règles de classement modèles du rotin, établies à l'aide d'une terminologie normalisée (contenant 20 termes) et comprenant la définition des défauts (neufs termes), les méthodes de classification, la nomenclature des espèces commerciales et les normes de classement pour les cannes de gros et petit diamètre et les rotins fendus. L'application de règles générales favoriserait le commerce, aiderait à normaliser le marché et permettrait de réduire les gaspillages.
Au niveau du village, les tiges sont courbées et façonnées après avoir été assouplies par la chaleur à l'aide d'un chalumeau, comme on le voit ici au Kalimantan (Indonésie)
- W. LIESE

La transformation secondaire comporte l'écorçage, le fendage, le traitement à la vapeur, le cintrage, la teinture, le ponçage et le finissage. L'écorçage (qui comprend l'élimination des couches extérieures pour arriver au cœur du rotin) et le fendage se font aussi à la main à l'aide de couteaux traditionnels ou de machines simples.
Dans les usines de transformation, on utilise souvent des chambres d'étuve pour assouplir et courber les tiges; si le rotin n'est pas traité à la vapeur (faute d'installations appropriées, par exemple), le cintrage peut endommager la canne. Au niveau du village, on utilise souvent un chalumeau pour assouplir les tiges, les courber et les façonner. Il faudra ensuite les poncer et les gratter pour enlever, partiellement du moins, les traces de brûlure laissées par le chalumeau.
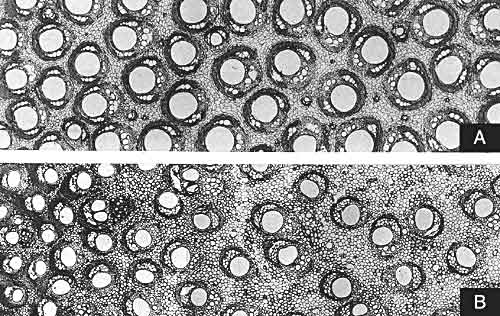
La structure du rotin permet de faire la distinction entre les espèces adaptées à une utilisation industrielle (par exemple, une espèce de Calamus - voir A) et les espèces moins prometteuses (par exemple, une espèce de Plectocomia - voir B)
- G. WEINER, W. LIESE
On peut recourir à diverses mesures pour améliorer l'apparence extérieure, qui est le principal critère pour la commercialisation. Les cannes gris-brun peuvent être blanchies à l'eau oxygénée pure ou à l'aide d'autres produits chimiques pour en améliorer le fini. Les cannes décolorées sont souvent colorées artificiellement à l'aide d'un large éventail de teintures; la couche extérieure de la tige absorbe assez bien les produits colorants liquides. Le surfaçage à la mélamine donne à la canne un aspect lisse. La fumigation à l'anhydride sulfureux ne se limite pas à stériliser, mais elle améliore aussi la qualité extérieure.
Défauts dus au bleuissement et aux attaques d'insectes En raison de sa teneur élevée en amidon, le rotin est particulièrement vulnérable aux infestations de champignons et d'insectes. Les défauts dus aux champignons du bleuissement et aux attaques des scolytes peuvent déterminer des pertes notables. Les champignons causent la décoloration des cannes, alors que les scolytes produisent des piqûres ou des trous de vers. Le responsable le plus commun des taches observées sur le rotin est le champignon du bleuissement, qui pénètre avec ses hyphes profondément dans la tige, consommant l'amidon et le sucre. Il est estimé qu'environ 20 pour cent des cannes récoltées présentent des signes de bleuissement. Des meubles confectionnés avec des cannes tachées sont peintes en noir pour masquer le défaut, Kalimantan (Indonésie) - W. LIESE
L'invasion des champignons peut se produire le lendemain de la coupe. Le bleuissement peut être maîtrisé en pulvérisant les cannes ou en les immergeant dans un produit de préservation liquide, mais le traitement prophylactique est rarement appliqué dans les 24 heures requises en raison des difficultés inhérentes aux opérations de récolte, d'emmagasinage et de transport. En outre, les dangers de pollution atmosphérique et les règlements, quand ils existent, interdisant l'utilisation d'insecticides et de fongicides limitent l'application d'agents de conservation chimiques. Les cannes qui arrivent à l'usine de transformation pour être séchées à l'air sont souvent déjà infestées. On colore souvent les cannes tachées pour masquer ce défaut. Par ailleurs, grâce à l'intensité de leur commercialisation, le mobilier de différentes couleurs est désormais en vogue. Cependant, on ne peut utiliser du matériel très taché pour la fabrication de meubles car sa résistance à la flexion est réduite; on en fait plutôt des paniers et d'autres produits périssables, ou on l'utilise comme combustible. La décoloration peut aussi être due à de moisissures superficielles si les cannes sont transportées ou emmagasinées dans un milieu humide. Contrairement au bleuissement, cette décoloration n'est que superficielle et peut être éliminée par simple essuyage. Néanmoins, le lustre de la surface en pâtira (Kumar, 1993; Mohanan, 1993). À un niveau d'humidité supérieur à 20 pour cent, le champignon de la carie peut aussi attaquer la tige. Ces infections ne sont souvent observables qu'à un stade tardif, quand les carpophores apparaissent, et elles peuvent entraîner la dégradation structurelle du produit fini. Les cannes séchées dont la teneur en humidité varie entre 50 et 100 pour cent sont susceptibles d'être attaquées par les insectes, notamment par les lyctes qui déposent leurs œufs dans les grands pores des sections transversales, et dont les larves se nourrissent de l'amidon. La présence d'une poudre jaunâtre sous les cannes montre qu'une infestation est en cours. Le matériel attaqué devra être stérilisé ou incinéré. Pour protéger le rotin contre les scolytes il faudra appliquer un insecticide aussitôt après la coupe, normalement par trempage ou immersion. Là aussi, il faudra tenir compte de la pollution. La disponibilité et l'acceptation officielle d'agents de conservation adaptés diffèrent d'un pays à l'autre. Les produits destinés à l'exportation peuvent être stérilisés dans des conteneurs au port même par un organisme approuvé. Si l'on découvre du matériel légèrement infecté au moment du débarquement, il faudra recourir à la fumigation ou à l'incinération, conformément aux décisions des autorités et de l'acheteur. |
En raison des grandes différences qui caractérisent souvent les propriétés structurelles et esthétiques des rotins, le nombre d'espèces utilisées est relativement limité, ce qui représente une contrainte sérieuse. Dans le monde entier, environ seules 50 des 600 espèces connues sont commercialisées; aux Philippines, 12 sur 68 appartiennent à cette catégorie (Tesoro, 1988). Rao, Ramanatha Rao et Williams (1998) ont préparé une liste par ordre d'importance de 21 espèces de Calamus en choisissant comme critère la taille de la canne, son potentiel commercial, les quantités disponibles et son aptitude à la transformation et à l'utilisation.
La teneur en silice varie considérablement entre les espèces (de 0,9 à 2,7 pour cent). Pour des produits spécifiques comme les cordes et les lanières, il faudrait choisir les espèces à faible teneur en silice.
La couleur de l'écorce est un critère important. Calamus caesius est recherchée pour les produits de grande valeur en raison de sa couleur jaune crème et de son éclat. La raison anatomique de cet aspect est encore inconnue.
La transformation et l'utilisation des rotins sont, dans une large mesure, influencées par la composition structurelle de la tige qui présente des différences considérables sur toute sa longueur. Contrairement aux bois de conifères ou de feuillus, les fibres du rotin sont encore vivantes, et la membrane des fibres s'épaissit avec l'âge. De ce fait, le pourcentage de fibres et l'épaisseur de la membrane cellulaire diminue des entre-noeuds de la base jusqu'à ceux du sommet, ainsi que de la périphérie au centre d'un même entre-noeud, tandis que le diamètre du vaisseau augmente. C'est pourquoi les parties inférieures de la tige ont une densité et, partant, une résistance majeures, alors que les parties supérieures ont une teneur plus élevée en humidité et subissent un retrait volumétrique plus accentué. Le retrait et la déformation posent un problème lorsque l'on utilise des tiges récoltées précocement ou les parties supérieures de la tige.
Les caractéristiques anatomiques des fibres, à savoir l'épaisseur de la membrane cellulaire et le diamètre du vaisseau, varient aussi selon les espèces et paraissent constituer un facteur déterminant de la raideur et de la tendance à la rupture du rotin, aussi bien au niveau de la tige que suivant les espèces (Bhat, Liese et Schmitt, 1990). Si un élément de mobilier est fabriqué avec la partie supérieure de la tige, il risque de se briser plus facilement en raison de la minceur de la membrane fibreuse. De même, certaines espèces à faible teneur en fibres, dont la membrane fibreuse est plus fine et dont les vaisseaux du xylème sont relativement larges, comme Calamus metzianus, se cassent facilement.
Les différences dans la composition de la tige qui caractérisent les 13 genres de rotins, voire certaines espèces d'un même genre, ont permis de définir un critère d'identification pour 284 espèces étudiées (Weiner et Liese, 1993). Cette diversité anatomique est d'une grande importance pratique, notamment pour identifier le matériel transformé, facteur qui a son poids dans les disputes d'ordre commercial.
La connaissance de l'anatomie du rotin permet aussi de reconnaître les traits structurels qui caractérisent la canne «commercialisable», consentant l'analyse d'espèces inconnues jusqu'ici en vue de déterminer leur potentiel de transformation (Weiner et Liese, 1991). C'est ainsi qu'il ressort de la caractérisation anatomique que les rotins des genres Eremospatha, Laccosperma et Oncocalamus d'Afrique de l'Ouest ont la même structure de base que les rotins asiatiques très exploités, indiquant par là qu'ils devraient convenir à la fabrication de meubles, utilisation pour laquelle ils n'ont pas été jusqu'ici suffisamment considérés (Weiner et Liese, 1994).
Il est souvent estimé que la disponibilité de matière première, notamment de l'espèce prisée Calamus manan, est le problème le plus pressant de l'industrie du meuble dans les pays d'origine du rotin, ainsi que dans les principaux pays européens producteurs de mobilier comme la France, l'Allemagne, l'Italie et le Royaume-Uni. L'interdiction d'exporter le rotin ayant nui au développement de l'industrie du meuble dans les pays non producteurs de rotin, d'autres pays comme le Myanmar, le Viet Nam, la République démocratique populaire lao et la Papouasie-Nouvelle-Guinée ont intensifié la récolte de cannes de diverses qualités. De nombreux meubles sont désormais conçus de façon à n'utiliser que des cannes de petit diamètre. Les fabriques surmontent le manque de disponibilités en recourant à des cannes de qualité inférieure, qui sont souvent tachées et doivent être colorées. Une importante compagnie allemande, qui possède de grosses fabriques de meubles à Java (Indonésie), a déclaré que la pénurie de matière première, associée à son haut prix sur le marché, est un facteur déterminant pour la production future (communication personnelle). Un négociant pourrait, par exemple, omettre le classement initial pour obtenir autant de cannes que possible à un prix raisonnable.
La pénurie de rotin a également entraîné le remplacement partiel, voire même total, de certains éléments de meuble par d'autres matériaux comme le plastique. Les «imitations originales» en matière plastique vendues désormais sur le marché ne manquent pas de cachet, sont plus économiques et séduisent par l'originalité de leur conception.
D'autres importants problèmes inhérents à l'utilisation du rotin concernent les techniques de production, le financement et la commercialisation. De nombreux petits transformateurs de rotin, qui œuvrent au niveau du village, et travaillent avec des outils rudimentaires, manquent des compétences techniques nécessaires et produisent des modèles désuets. Leur accès au marché est restreint par la qualité inférieure de leurs produits (Belcher, 1999).
Pour la transformation primaire au niveau du terrain, des techniques perfectionnées de préservation et de séchage réduiraient les pertes et amélioreraient la qualité des cannes. On applique souvent des méthodes à fort coefficient de main-d'œuvre et des procédures simples à faible coût pour l'écorçage, le fendage et le cintrage. Des améliorations techniques dans l'industrie de la transformation accroîtraient la valeur des produits et, partant, les prix de la matière première.
Des progrès ont été réalisés en matière d'amélioration des outils et du matériel manuels, des techniques, du finissage et de la teinture. Toutefois, les propriétés structurelles, leurs relations avec les produits, la protection et l'utilisation des déchets sont encore des domaines de recherche négligés. De fait, les besoins prioritaires pour la recherche sur le bambou et le rotin, énumérés il y a 10 ans dans un rapport publié par le Centre de recherche pour le développement international (CRDI) (Williams et al., 1991) n'ont guère changé:
Enfin, il est important de souligner que des études devraient être réalisées pour évaluer la demande et déterminer ce que veut le marché.
Bibliographie
Belcher, B. 1999. The bamboo and rattan sectors in Asia: an analysis of production-to-consumption systems. INBAR Docu-ment de travail no 22. INBAR, Beijing, Chine.
Bhat, K.M. 1996. Grading rules for rattan - A survey of existing rules and proposals for standardization. Document de travail de l'Inbar no 6. INBAR, New Delhi, Inde.
Bhat, K.M. et Dhamodran, T.K. 1993. Rattan harvesting and processing technology in India: present and future. Dans Rattan management and utilization, p. 233-243. Actes d'un séminaire, Trichur, Inde, 1992. Kerala Forest Research Institute, Peechi, Inde.
Bhat, K.M., Liese, W. et Schmitt, U. 1990. Structural variability of vascular bundles and cell wall in rattan stem. Wood Science and Technology, 24: 211-224.
Kumar, S. 1993. Protection of canes. Dans Rattan management and utilization, p. 304-308. Actes d'un séminaire, Trichur, Inde, 1992. Kerala Forest Research Institute, Peechi, Inde.
Mohanan, C. 1993. Biodeterioration of post-harvest rattans. Rattan management and utilization, p. 266-280. Actes d'un séminaire, Trichur, Inde, 1992. Kerala Forest Research Institute, Peechi, Inde.
Rao, A.N., Ramanatha Rao, V. et Williams, J.T. éds. 1998. Priority species of bamboo and rattan. Institut international des ressources phytogénétiques (IPGRI), Bureau régional pour l'Asie, le Pacifique et l'Océanie, Serdang, Malaisie.
Silitonga, T. 1989. The effect of several cooking oil compositions on manau (Calamus manan Miq.) canes. Dans Recent research on rattans, p. 187-181. Actes du séminaire international sur le rotin, Chiang Mai, Thaïlande, 1987. Kasetsart Uni-versity, Bangkok.
Tesoro, F. 1988. Rattan processing and utilization research in the Philippines. Dans Proceedings of the National Symposium on Rattan, Cebu, Philippines, p. 41-54.
Weiner, G. et Liese, W. 1991. Anatomical comparison of commercial and non-commercial rattans. Dans Proceedings of the National Seminar on Oil Palm Trunk and Other Palmwood Utilization, Kuala Lumpur, Malaisie, 4-5 mars 1991, p. 360-367. Ministry of Primary Industries, Kuala Lumpur, Malaisie.
Weiner, G. et Liese, W. 1993. Generic identification key to rattan palms based on stem anatomical characters. IAWA J., 14: 55-61.
Weiner, G. et Liese, W. 1994. Anatomische Untersuchungen an westafrikanischen Rattanpalmen (Calamoidae). FLORA, 198: 51-61.
Williams, J.T., Dransfield, J., Ganapathy, P.M., Liese, W., Salleh M.N. et Sastry, C.B. 1991. Research needs for bamboo and rattan to the year 2000. Fonds international pour la recherche agricole, Washington.
![]()
![]()
![]()